 |
Awakening a
Deep Sleeping Pre-1950 2.5 HP Elgin Outboard |
 |
One thing that I want to convey here is that I write only on motors that I have actually worked on, and over a period of MANY years, consisting of many THOUSANDS of hours, and then more in maintaining/updating these pages. These articles are usually motor specific, HOWEVER if you are having a diagnosis issue, my Trouble Shooting article covers MANY more aspects that may help you diagnose your issue. CLICK HERE for access to that article.
There seems to be
some nostalgia in small OLD outboard motors. If these old motors could
talk, imagine the stories they could tell. These stories are etched deep
into the faded, chipped paint of their cowlings/fuel tanks and shaft housings,
dinged props and broken or rusted transom mounting bolts.
Surprisingly, many of these abused motors still run, or can be made to run even after 70 years of sometimes not so professional repairs. With a little loving care and a large investment in time along with know how (or experimentation and frustration), sometimes a modest monetary investment, they can often be restored to usable, even showroom condition. You may even find one of these restored motors setting in an office waiting room display. And the good looking running ones are a plus. More-so the trend to restore them. There is something about them that the sight of such a old motor seems to have a magnetism even with the younger generation, just like an old style ice cream peddler on a hot summer day.
There is a growing number of collectors, where restoring antique outboard motors is a passion that can sometimes border on an obsession. They certainly don't do it for the money because most old outboard motors, even when fully restored, never bring anywhere near the time and dollars invested. Most do it for the sheer satisfaction of restoring a piece of Americana.
The older larger motors will usually be found in a bone-yard, but the older little ones just seem to keep on being drug out of the cob-webs of a barn or garage, then someone attempts to restore it. Sure there is nostalgia here, but the good part is they can be made to run, very possibly part of this is due to their design simplicity. With the internet, vast information on these old motors that this article is about exists and since we are working on a Sears Roebuck Elgin here, a good place to start is at http://www.elginoutboards.org/
It is hoped that if you happen to be one of those who is attempting a restoration project, have no idea where to start and it just happens to be one of these old Elgins, that this article may be of some assistance to you. Be aware that there are a slew of these old motors, with many different variations, but the principle should be the same and many replacement parts could be interchangeable. If you are missing some parts, you can possibly find used ones on eBay under "elgin outboards".
| Shown here is an old motor with an excellent original but darkened decal |
 |
These motor's throttle positioning is
opposite that many of the newer motors, as noted by the STOP - SLOW -START
- FAST indications on the above photo.
Statistics For These Motors :
These are
Cylinders 1
Bore diameter
2.000"
Stroke 1.562"
Displacement 4.90 CI
Starter
manual independent rope
Bearings,
bronze bushings for the rods & lower main bearing, with
roller top main
bearing
Carburetor - Tillotson MD-2A with choke, throat dia. .745"
High speed jet, adjustable . Starting
point 1/2 turn out
Idle jet - Starting point 3/4 turns out
Fuel capacity - 3 1/2 pints
Fuel mix - Per gallon of gas, SAE-30 Oil
3/4 pt. for running, -- 1/2 pt. for trolling
Magneto - Wico
Point gap is .020"
Plug gap .040 " , Champion J12J or
RJ12C spark plug.
Flywheel key - .125 wide X .187 thick X
1.500? long, tapered on bottom
Flywheel nut - 7/16" NF, --
11/64"
wrench size
Gearbox oil - Waterproof boat
trailer grease
Gear
Ratio - 15-26 ?
Prop. dia. & pitch - 6 1/2" X 5" 2 Blade LH
Prop shear
pin 5/32" X 7/8"
Prop
nut - 1/2" X 20 NC
Prop Nut cotter pin - 3/32" X 1"
Weight 29#
Overview ; The motor we will be discussing here is a single cylinder water cooled 2.5 hp outboard motor made by West Bend for Sears Roebuck and Co. from 1947 to 1951. It uses a separate wrap around rope starter mounted on top of the flywheel. This version only swivels about 160 degrees and has no neutral or reverse. The stamped out welded aluminum fuel tank is actually the upper cowling. It is a Sears model is 571.58401, serial number includes the prefix model number 401.611. It has a 1.25 hp air cooled little brother being model 301, (of which production started a year earlier in 1946) and 3.5 hp water cooled two cylinder bigger brother model 501, a bigger yet 5.5 brother model 601 then a real big 7.5 hp brother model 751. Repairs on any of these would be very similar to the 2.5 being restored here, other than having 2 cylinders.
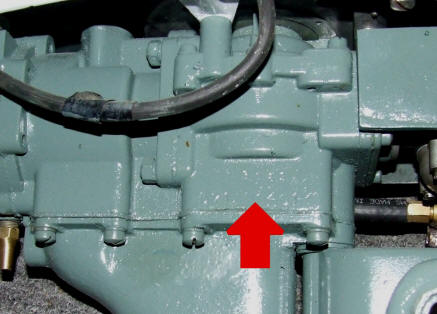
Identifying the model may be hard at times as it was on the decal on the front of the fuel tank as shown in the photo above which may have gotten obliterated over the years. However the model and serial number will usually be stamped on the lower RH side of the block just above the exhaust housing "leg" as some call it. The identifying prefix make/model code is usually not on the block with the serial number.
The exact date of manufacture however may be hard to come up with and will usually be a guesstimate.
In the photo below, you will notice some black electrical tape wrapped around the spark plug wire. This holds a spare shear pin.
| The last 3 or 4 numbers of the model & the serial number are stamped into the RH side of the block here. |
 |
For a table identifying these engines model to year of manufacture and hp
CLICK HERE.
For this model 401 which would relate to the 571.58401 model with a serial number of 401.611 which also refers back to the model number. The 571 is Sears manufacturer code for West Bend. Since this motor being restored is serial number 611, it is assumed that it may well have been in the first year of production for that size of motor, (1947). I have another running motor with s/n 401.3769 along with a parts motor with 401.841 (salvaged from a garbage dump site), not knowing the quantity produced, the date on the higher s/n motor here may only be a guess but still possibly one of the early motors also. I have also seen this series of motors advertised on eBay in serial numbers of 35,000 and 89,916 with the higher number having a hinged tiller handle. On a informational website listed above, says these and the 1.25hp little brother were the most prolific of all small Sears motors and that these motors were produced basically unchanged for 4 to 5 years. It can be assumed that a considerable number were made because of their low cost of $77.00 in 1947 for the model 401.
| The motor at the start of the project | The same motor rebuilt & repainted, just waiting for decals |
 |
 |
Personal History : The first one of these I acquired was about 1962 because it would not start where the guy who brought it to me apparently had it given to him by a friendly tavern owner for that reason. But he did not want to spend the $8 that I suggested at the time to replace a possible plugged fuel line and a filter. After I tried to get it to run for a week, the next week-end he shows up, I let him crank it for about 15 minutes with only a few sputters after squirting gas into the spark plug hole. He traded it to me (great, as I wanted it anyway). I then did the suggested repairs and then got it going.
In those years when I was young and starting a family this little motor got substantial usage on a 9' plywood Vee bottom pram which was used on lowland lakes for rainbow trout fishing. This boat just fit in the bed of a 1951 Ford 1/2 ton pickup with a slight overhang. Many a memorable day on the water were had, using this combination. I found that trolling a greenish fly attached to 8# monofilament line with no weight, on top of the water about 100' back was very effective many times during the summer months.
At some point, probably about 1970, I replaced the wrap around rope starter with a modified lawn mower recoil starter off a scrapped out Sears lawnmower that I bought new about 1959. I made (4) 10-24 threaded aluminum flanged plugs then Heliarc welded them into the top of the gas tank for the basis of attaching this new starter unit (after thoroughly cleaning the tank and letting any fumes escape of course).
Later when I built a larger boat and did not have use for this motor, but because of it's memories, could not force myself to sell it, however I loaned it out to a neighbor. When I got it back a few years later (about 1990), the fuel tank had so much gummed up with varnish in the bottom that I had to soak it in paint stripper for a week, then throw a couple hand full of rocks in and shake the heck until the varnish was worn/loosened enough to be about 95% clean. Not having time and with other larger boats setting the garage, it had since sat in the corner of the garage for about another 15 years with a sorrowful beckoning look until I finally retired, and got some of the "Honey Dos" finished. Then I re-cleaned the carburetor and the fuel line. It should have been pretty good internal shape as I had replaced the rings in it only 40 years before.
Surprisingly spark was very good even with the points needing filed. It only took about 20 minutes to clean out the fuel line then adjusting the carburetor to get it running just like it did in days of yore. And I just happen to have a repaired/repainted 10' 1968 Columbia fiberglass tri-hull skiff that I acquired about 1974 that needed a companion. Who knows, I may even use it, or this restoration project motor someday soon on a alpine lake after the snow recedes and before the mosquitoes become unbearable except out on the water.
This Restoration Project : One suggestion for doing any repair job that you may not be that familiar with, would be to take a lot of digital photos as you are taking it apart. Use a lot of margarine tubs to place bolts and nuts as you take them off, then keep these tubs individualized in relationship to where the parts came from. Even label them if you are the forgetful type. The reason I mention this is that you probably will be doing this in your spare time, however even if you intended to stay right on it, by the time you get any needed parts ordered and receive them, if your memory is like mine, later on you WILL find a part or two extra after you are finished. This may cause you many sleepless nights before you finally remember/identify just where that part needed to go.
The motor I will be working on here is the same make, model and approximate vintage as the one mentioned above. I acquired this one about 5 or 6 years before when the guy saw my other motor in the corner then repaid a favor by offering his to me for spare parts. When I finally got around to looking at it, his motor had the piston seized, plus the carburetor choke and throttle shafts were corroded solid. The exterior paint was deteriorated, the other metal was starting to corrode since he lived on the upper end of a saltwater bay. Most all of the original parts were still there however. I poured penetrating oil in the spark plug hole, set it with the spark plug up allowing the oil to seep downward then let it set for a week. By the way, the best penetrating oil that I have found is ordinary automotive brake fluid mixed to a 50% solution of Acetone.
Disassembly : The first step in rebuilding this was to remove the fuel tank/cowling. With the cowling off, I tried to rotate the flywheel. Believe it or not, it moved slightly after the week of soaking. With more effort back and forth, it broke free and then was able to be rotated. Happy Days, maybe there was hope of doing a restoration job without breaking or destroying too many things in achieving this. This joy later on turned to a lesser degree of happiness when the majority of the screws or bolts twisted off as shown by the photo below on the right where 6 of the 8 that held the block to the exhaust housing broke under the screw head. The good part of this, there was enough length protruding to allow a good Vise Grip purchase to remove 5 of them after soaking with a penetrating oil and tapping them intermittently for a few days. One broke off which needed to be drilled/milled out. Being able to remove 7 of the 8 was not that bad in this case.
The flywheel was also stuck on so hard that just backing off the nut, holding up on the flywheel and rapping this nut hard with a hammer did nothing, so I had to make a flywheel puller as shown on the left below. Oh well, I really needed a puller of this size anyway.
| Flywheel puller in place & ready to pull flywheel | Notice what was left of the 6 broken off leg /exhaust housing screws. Note the block is upside down in this photo. |
 |
 |
You now need to remove the magneto plate assembly in order to remove the gas tank bracket. Of the 4 screws holding this gas tank bracket on, 2 are in the easily accessible area from the top at the rear. The 2 front bracket flat head screws are also accessible from the top, BUT are under the magneto plate. There is a hidden slotted tension screw under the plate that is puts spring tension onto a Nylon plunger into a shallow groove in the upper crankcase boss. To remove the magneto plate, you have to back this tension screw out enough and hope that the Nylon plunger also backs out, to allow the plate assembly to be raised up and off. Sometimes the plunger stays in the hole which can create a problem because this plunger rides in a shallow groove.
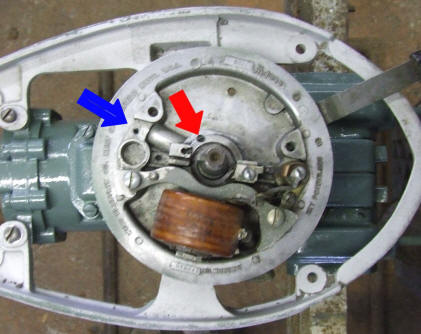
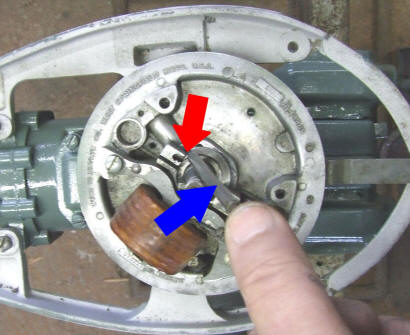
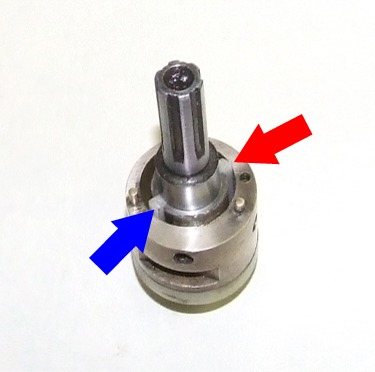
What I found that will facilitate the removal of the timing plate if the tension plunger sticks as mentioned above, is to drill about a 3/16" hole at the junction (1/2 out of each) of the magneto rotating base and the upper crankshaft boss. Drill it about 1/2" deep at the location shown in the LH photo below. NOTE the FAST position of the throttle handle HAS to be at this location as shown in the photo below, as this position is important for the next operation. Now insert a ice pick or similar instrument into this hole so that it is on the inside close to the crankcase boss. Now rotate the magneto base/throttle handle to the right looking down from the top (MIDDLE) about 15 degrees so the ice pick now is in alignment of the magneto plate plunger boss. Now you can get the point behind the plunger and try to force this Nylon plunger outward and out of this inner retainer groove (that you can not see). It does not need to be moved much to clear the shallow groove in the retainer boss. The plate now can be worked upward and off the upper crankcase boss. It might have to be rotated back and forth a few times while being pulled upward as there may be some burrs because of the drilling. The hole need not be plugged, but if you insist, then just plug it with a heavy grease.
| The red arrow points to the newly drilled access hole, the blue arrow indicates where the tension screw is located under the plate | Throttle handle rotated & a pointed instrument (blue arrow) under the edge of the Nylon retainer plunger (red arrow), forcing it outward & free of the inner groove |
 |
 |
Getting the cylinder head separated from the cylinder proved difficult in that these bolts were not really bolts but slotted heavy duty fillister headed 1/4" screws. In removing them with a square shanked screwdriver and an 8" Crescent wrench, after tapping them with a hammer, 2 broke one side of the slotted head off, while 1 twisted off just under the screw head. My solution then was to remove cylinder from the crankcase (4) 1/4" nuts, then mount the block and head in a vertical milling machine whereby I machined all the rest of these bolt heads off down to the lock-washer. My thoughts here was to at least prevent the screws from breaking off flush with the block, thereby giving me no chance to unscrew the remaining stud. And I have not had much luck with this small size seized bolt by using an easy-out.
Now the problem arose that now these threaded studs were corroded/rusted into the cylinder head, even with their bolt heads removed, it proved rather hard to separate the cylinder head from the cylinder barrel without ruining things as there is really nothing to hold onto while trying to pound on the 2 protrusions of the head with a large lead headed hammer. Finally I resorted to finding a hardwood limb the size that it would just go inside the cylinder freely. Then I pounded it onto a concrete step, using the cylinder with head attached as a battering ram with the limb bumping the inside of the head. It got to where I almost was going to give up and the head started to show slight movement at the gasket. Hey progress was being made.
Now I just had to worry about removing these studs. More penetrating oil along with tapping on them to jar enough to allow the oil to seep inward. Now an observation -- usually these studs will not be what was seized in the base metal, but the corrosion alongside of the bolt between the bolt and the head. So with more penetrating oil and a waiting process, 5 of the 8 were able to be removed. The other 3 needed to be drilled out then the threads were Helicoiled. Partial threads survived on these 3, but since these screws held the head on, it seemed prudent to fix it right. Now a bit of advice, if you drill out and Helicoil the 2 lower head bolt screw holes, DO NOT deepen the holes, AND DO NOT run the tap all the way to the bottom, as the bottom of these holes are VERY close to the inside of the block's exhaust chamber. If there is any slight breakthrough on the inside, mix up some JB Weld then place it inside and at the bottom of the tapped hole before the Helicoil is inserted. Also smear a small quantity on the inside breakthrough area as a added assurance of a good seal.
| Milling the heads off the seized head-bolts | Head finally off, notice the milled off studs still frozen in the cylinder housing & the whitish corrosion in the water jacket |
 |
 |
While waiting for the penetrating oil to work it's miracles, and the bearing/seal to come in, I cleaned up best I could the water jacket passage in both the head and cylinder. Next I sandblasted these passages, removing about all of the somewhat hardened corrosion that had accumulated inside.
The spark plug threads had appearance of partial galling even after thread chasing, Helicoiling it may be a consideration, but with this low compression motor the existing threads may well suffice. If not, it is something that can be done at a later date, even after restoration is complete.
Also the appearance of
the existing head gasket is that it can not be salvaged, but used as a pattern.
Another gasket making exercise as described in a lower part of this article.
No Thermostat : This motor does not use a thermostat. It appears that there is enough engineered restriction in the head gasket water jacket area to compensate for the lack of a thermostat. On the top of the head gasket there are 3 holes in the water jacket area. There is a 1/4" hole center top with two 5/32" holes on each side of the center hole with a center to center spacing of 3/4" for the small holes.
Starter Spool & Rope : The cast aluminum starter spool is bolted onto the top of the flywheel using (3) 1/4" screws, straddling the flywheel nut. The spool top plate is attached by (2) #12 X 24 X 3/4" oval head screws. If you lost or buggered these originals up, replacements may be hard to find because of the odd size. However if you just re-tap the hole to 1/4"X 20, (no drilling required) these are slightly larger, but still fit the original holes along with them being more readily available.
The rope used here is basically what is currently used as a emergency start rope on the small to medium sized motors today. Most of these will be a 3/16" diameter, about 36" long with knot in one end and a wooden handle long enough to grasp on the other end.
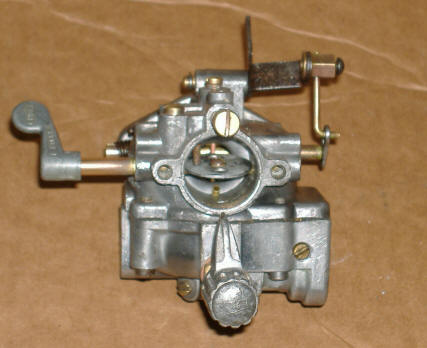
Carburetor : This carburetor is a Tillotson model MD 2A. These carburetors very seldom need new parts other than gaskets which can be made from gasket material. The entire carburetor usually only requires a complete cleaning as did this one. These carburetors use a 2 part brass float soft soldered together. They have adjustable high and low speed needles. FYI - the throat diameter is .745.
The next thing was to remove the carburetor, disassemble it, wire wheel brush most of the old paint and corrosion or rust off the outside. Next was to soak the frozen shafts with penetrating oil for a day. Once all the stuck parts were free, I cleaned them and soaked them in carburetor cleaner solution overnight. The butterflies were removed from the shafts, then the shafts were removed and any debris on the shaft removed, cleaned and reassembled. It is very important to clean the idle tube thoroughly if you intend to troll with this motor. This idle tube (as seen on to in the RH photo below) can be removed from the top of the carburetor with a screwdriver. Soak it in the solvent or cleaner and blow this very small passageway hole in the tube out with compressed air.
| Front view of the carburetor, notice the throttle arm adjustment rod screw on the upper right | RH side view, notice the top idle screw & the bottom main jet adjustment knob. |
 |
 |
The carburetor body gasket was still usable, so were the float, the float needle and seat. However the gasket appeared to be overly large on the inside float area, just enough to interfere with closing of the float, (it would open but had enough resistance to not drop by itself) allowing lots of gas to overflow. The answer was simple, just trim material off on the inner area of the gasket.
I did not have a service manual, but the float sat at rest, level with the carburetor bottom when upside down, (like specified on other outboard floats) so I figured it must be OK. The main jet (high speed) needle was bent which needed to be straightened. This was done using a metal lathe in SLOW speed while lightly tapping the needle in strategic locations until the wobble was eliminated.
The main jet (lower front) knob is secured to the shaft by an slotted head setscrew and should be preset to 1/2 turn out from bottoming (do not force it here as it mates to a pot metal orifice of the carburetor top). There is a packing nut on the fitting that the main jet screws into, this can usually be tightened to put more pressure in the shaft making a tight seal. This knob has a pointer on the top and a bumper type stop on the bottom to prevent over-travel, when installed correctly on the shaft will only rotate about 120 degrees. The carburetor cover is cut out to accommodate this knob stop. With the knob indicator pointing UP the cover says RUN, rotate the knob 1/4 turn to the left to START (richer), straight up for RUN after the motor has warmed up, another 1/4 turn to the right to LEAN for idling. This may take a bit of tinkering to get it to idle to your specs with this knob at lean and then reset the lock screw.
The presetting for the low speed / idle jet on reassembly is usually about 1 1/2 turns out from a gentle bottoming of the seat.
The choke lever as seen in the above LH photo may have the small retaining screw stripped but more than likely missing or someone drilled the hole all the way thru the lever and put a small nail to hold it on like on this project motor. The hole can be opened up to a #43 drill then tapped out to #4-40 threads where a screw shortened to march the overall length needed.
Also seen on the above LH photo, you will notice the small screw protruding out the brass hex throttle linkage pivot. This provides adjustment for the carburetor timing and may be out of adjustment. For instructions on how to do this look below under "Timing Advance".
| Tillotson model MD-2A (the 2.5 hp does not use the settling bowl) |
 |
It is suggested that you also make a new carburetor to manifold gasket.
Elgin Tillotson carb
adjustments
When you are ready to run the motor,
both needles should be preset to 1/2 turn, then adjusted as necessary for
smooth running. The high speed needle should be opened an additional 1/4
turn when starting cold. After the motor has warmed up, the high speed
needle should be adjusted to its final position. When the motor is running
well at high speeds, the low speed can be adjusted. The low speed
adjustment is very sensitive and when it is readjusted the motor should be
given 5 seconds or more to fully respond to the new setting.
When you get the motor warmed up and it is running WELL at high speeds IN A TANK, you may have to now reposition, then secure the high speed knob to indicate RUN. The low speed idle can then be adjusted. Move the throttle/magneto lever to slow at about the speed you intend to troll. Also move the high speed knob to the right, pointing to LEAN. The low speed or idle jet (top front thru a hole in the cover) can be adjusted by a small flat blade screwdriver. Adjustment is very sensitive and when it is readjusted the motor should be given at least 15 seconds or more to fully respond to the new setting. By making infinite carburetor adjustments, and playing with the positioning of the throttle lever, I have had my original motor running so slow that you can just about count the revolutions by hearing the air being sucked in thru the carburetor.
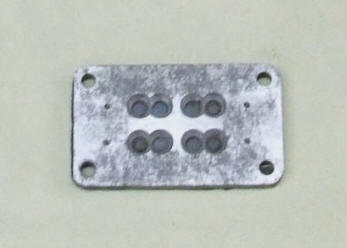
Reed Valves : Behind the carburetor are 2 aluminum plates held on by (4) #12 screws. The front plate or manifold, has (2) 1/4" threaded studs that the carburetor is attached to the motor by. The rear flat plate is the reed valve plate that holds 4 thin flexible spring steel reed valves. There is a gasket between these two plates. Inspect these reeds at rest to be sure that they lay flat against the plate. This is important if you ever want this motor to run well, especially at a slow speed. In theory, they open because of suction on the bottom side of the piston on the intake part of the stroke to allow fuel to be sucked into the crankcase from the carburetor, then they close as the piston starts down on the exhaust part of the stroke allowing the gas/air mixture inside the crankcase to become compressed for the start of the next intake stroke forcing this now pressurized fuel/air mix into the cylinder bore.
These reeds are mounted in pairs and held in place by a thin brass cross plate with a single #6 screw on one end of each going thru both the reed and the plate. If these small screws happen to be seized, DO NOT break them off, but soak again with penetrating oil for a few days if need be. Carefully remove them then check for any debris that may have gotten lodged underneath them thereby stopping them from closing fully or laying flat against the plate. Clean and straighten any bent ones, or possibly flop them over. However the tension (however very minor) should be the same against the plate on all four so that when viewed from the side, you can not see any light under the reeds themselves, BUT with MINIMAL tension against the plate. Be sure to clean the reed surface of the plate before re-assembly, even band-sand it evenly (lengthwise) if need be to have a flat smooth mating surface for the reeds.
Make sure that both plate gaskets are in good order along with the one between the carburetor and manifold, or make new ones to assure that there is no air leak in this area.
In the photo on the left below note the torn/folded over gasket on the top of the LH photo. This gasket needs to be replaced. Also note what appears to be some rust on the edges of the reeds. The photo on the right, this plate was band-sanded to remove corrosion that apparently got there by coming in thru the carburetor from setting for a considerable time in a damp salt air climate.
When making a new manifold gasket for the front of the reed valve plate, it may be beneficial to cut the opening slightly larger than just hammering it out off the rear side of the manifold, this will guarantee there is a unrestricted flow from the carburetor to the 8 holes in the plate.
| Reed valves shown from the piston side of the plate. | Reed plate viewed from carburetor side of plate showing the reed valves thru the round holes |
 |
 |
Carburetor Front Cover : There is a cast aluminum carburetor cover that is attached to the front of the carburetor by (2) #8-32 X 1" long screws. For some reason, many of these covers do not survive. The heads of new screws are slightly larger than the hole in the cover, so the heads of new screws need to be ground down a bit to fit. This cover has cast into the face of it START, RUN, and LEAN. The main-jet knob pointer needs to be adjusted after running to align with these markings on the cover. This cover was missing on the motor being worked on here, but after looking for a year, I found a good used one on e-Bay, (for a price however) but this was the last piece to finish this project.
Bypass Cover : On the top side of the cylinder is a small plate held on by 2 screws. Be sure that this gasket is good, or make another one.
Electronics :
The Magneto assembly was made by Wico. From
information available, these pre 1954 coils will usually survive quite well and will normally be in good
condition today. The coils are identified as WICO X6460 with the
magneto plate being identified as SPEC FW 1723. The condenser has a WICO
X5463 number on it. Each individual magneto plate has it's own
serial number. The magneto plate is designed to be used in a twin cylinder
motor, so this single cylinder just uses one half of the existing space
available.
This magneto system was on pretty good condition considering the
condition of the rest of the motor. It only required cleaning, removing the
points, cleaning their surfaces with a point file and re-gapping them to .020"
after re-assembly.
Note that the timing cam that slides onto the upper crankshaft is aligned by
the flywheel key needs to be installed with the ARROW indicating the rotation UP
so it can be seen. Set the points with the rotation so the points wear pad
is at the highest point and not at the valley of the cam.
The coil looked good. However it seemed prudent to replace the spark plug wire at this time. This required soldering one end onto the existing coil terminal.
| Here is the magneto plate with coil, points & condenser with the connected throttle advance arm to the right with photo taken of the grungy motor during the early stages of the restoration project. |
 |
The original Wico points have a phenolic impregnated fabric slider that slides horizontally in a groove in the magneto plate. This slider slot should be cleaned and the slider lightly lubricated. Old oil or accumulated grit in the groove can make the points sticky which can result in the points staying open creating a impossible to start to a poorly running motor. The movable bottom 1/2 of the points uses a flat curved type tension spring on the outside and it has a thin flat brass electrical conductor spring to the top of the condenser. The upper 1/2 of the points (adjustable) is secured by a lock screw from the top. These point need to be set at .020" in the closed position.
When you reassemble, put a slight amount of oil on the wick that lubricates the
points slider against the crankshaft cam. Be sure that the crankshaft cam
is free of rust or corrosion and is placed the proper side up which has an arrow
on the top indicating the direction of rotation.
In the exploded view below, the part numbers shown are actually WICO numbers
instead of being Sears reference numbers as might be suspected.
When reassembling the flywheel to the crankshaft, be sure that the flywheel inner taper is clean and that the matching crankshaft taper is also clean with the key in place.
| 2.5 hp / 5hp Wico Magneto The 2.5 uses only one set of coils, points & condensers |
 |
Timing Advance : This is automatic with the manual rotation of the speed handle knob. The synchronized throttle butterfly can be adjusted by placing the magneto/throttle handle in the fastest running position and then observing the groove in the left end of the throttle butterfly shaft. It should be exactly horizontal, corresponding to the butterfly open position inside the carburetor being fully open. Any adjustment is accomplished by loosening the set screw on the carburetor main shaft air volume / butterfly arm, repositioning the linkage rod and retightening the screw.
Spark Plug : My old motor has a Champion J12J in it. The current recommended replacement spark plug will be a Champion RJ12C which is available at auto supply stores. The prefix of R attached to the rest of the numbers, means resistor type and would be beneficial if you were running a depth-finder on the boat as it eliminates electrical interference, but means little otherwise. These usually come pre-gapped at .035", which seems to function OK for all these motors.
Main Bearings : This motor uses both a bronze and roller bearing as the top main bearings, but a single bronze lower main. The top bearings have the bronze bearing above the roller bearing.
With the powerhead apart, inspection of the upper roller bearing when rotated, sounded questionable but I did not want to try to remove it if a replacement was unavailable, as if nothing else it may have been coaxed into marginal functioning. This bearing does not have an inner race, but uses the crankshaft journal as the inner race. The crankshaft journal itself looked acceptable, but the actual caged rollers appeared questionable. The Hyatt bearing number shown on the exploded view (#A1204TS) proved to be a good Hyatt number that coincided with the size of this bearing, but it apparently is not a bearing that most automotive stores can cross-reference easily. After my automotive parts store made a couple of phone calls, they came up with another maker who's number was MA1204TV that did cross reference. The bearing is sold in 2 parts, the number mentioned for the outer race and caged roller bearings with the inner race sold separately if needed. For this installation only the outer race and roller unit is needed. However this bearing is normally stocked only in regional warehouses. Price is a bit spendy as it retails for about $65.00.
The bronze bearings, both top and bottom were still in good enough shape to utilize.
To remove this roller main bearing takes a special driver tool as the bearing is pressed into the housing with no provision to get behind it with a puller. This was made from a piece of 3/8" square key stock, cutting a clearance cut with a hacksaw so the tool could reach down from the top shaft hole, give clearance to reach inside and bump a roller bearing, then be pounded out, by moving the tool about equally 1/3 rd of a rotation at a time.
| Bearing removal tool |
 |
Top Main Seal : Upon disassembly, then looking for the bearing, I noticed that in the upper crankcase housing the upper crankshaft seal was missing. I wonder why, and just how efficient this motor would have been in the last part of it's life because of no seal on the top of the crankshaft. As a 2 cycle motor it would have possibly sucked air in past the upper bronze and roller bearings, creating a motor that would not have idled very well. Possibly by using the old style heavy motor oil in the rich mix of those days, there may have been enough oil to somewhat seal that upper shaft?? This seal size is 1.125 OD, .750 ID and .187 wide, equating to National seal #254270. Price is $14.00.
This seal was inserted into the recess above the top bronze main bearing, by selecting a 1/2" socket the size that just fit inside the opening and on top of the new seal, use a medium hammer to tap the socket and seal in until it bottoms in the hole.
Rod Bearings : The rod bearings are a bronze insert cast integral into the aluminum connecting rod, thereby necessitating the need for a richer oil to fuel mix than recommended for later motors that have the more forgiving needle roller bearings for the rods and center main bearings.
Piston & Rod : The piston and connecting rod used here are normal cast aluminum. Bore and stroke is 2" X 1 9/16" with a displacement of 4.9 Cubic Inches. When installing the piston, be sure you have it in properly as there is a raised portion on one side that has to match the head, otherwise it will bind. You will notice that I have written UP with a Sharpie Felt pen on the top of the connecting rod as it was taken apart. You also need to mark the rod cap with a mark indicating that it will mate the rod when you reassemble it.
You will notice that the rings are seized in the ring grooves on this piston as it was removed from the bore.
| Piston & rings with connecting rod attached, note rings seized in grooves & the UP position it needs to be placed on reassembly |
 |
Rings : This piston uses 2 rings that are 2" diameter by 1/8" wide and .082 - .091" thick. Replacement parts for this motor were not available or even identifiable from Sears Roebuck back in 1964 when I first tried for to locate parts for the earlier motor. A few years later I did find a commercial replacement ring set designed for Clarke steam regulators that has also since been discontinued. However replacement rings are available now from the company linked HERE, for a reasonable price of $5.00 each plus 10% shipping at the time of this printing (2011). This piston requires 2 rings of the same size.
The existing rings on this motor may have been good enough to have cleaned up and reused. As they were loosened from the piston grooves without breaking them, but considering all the time involved in the motor tear-down then reassemble, the cost of new ones was well worth that investment. Also since this is only a small single piston motor, it needs all the help it can get.
For those of you who may never have done any engine rebuilds before, be sure to try inserting the ring into the bore before you place it on the piston to guarantee that it will fit inside the bore where it should have a slight amount of end gap. This is so that when the ring heats up that it will have enough space to it does not bind inside the bore breaking prematurely. About .010 to .015" would probably be enough. The ends can be filed if need be to gain this clearance.
Rotate these rings on the piston so that during assembly that the ring gaps are NOT to where they come into either the intake or exhaust ports when the piston cycles, meaning that the gaps are on one side of the piston for one ring and the other side for the other to ensure no blow-by. When inserting the piston with the rod into the cylinder and crankcase, push them in from the "top' of the cylinder in until the bottom ring is just about to enter the bore, squeeze the ring, compressing it enough so that by more end pressure the piston and one ring slides into the bore
| 2.5 hp Powerhead |
 |
Cylinder Bore : In any engine rebuild, the cylinder bore needs to be honed to remove the glazed surface, in cases like these, even some rust. This is done by using a 1/4" or 3/8" electric drill motor and an appropriate sized cylinder hone as shown below. To allow the honing stones to cut better while not get plugged up in this process, it is necessary to lubricate the stones well during the process. This allows any worn stone/cylinder material to be carried out of the stone pores keeping them free and cutting. If you do not have a hone, then emery cloth used by hand would suffice if there was not a lot of bad rust. The important thing is that on the final honing passes to go down rapidly, then back up and out with the hone so as to create a cross hatched pattern of the hone marks. This cross hatching facilitates the ring break in process.
The photo below shows the hone in the cylinder. This particular hone was made for a larger hole, but was compressed down to about the smallest it would go for this size a cylinder.
| Honing the cylinder bore |
 |
Replacement Screws & Bolts : There are basically 2 sizes used on this motor. The larger ones are course thread 1/4" X 20 with the smaller ones being #12 X 24. The 1/4" X 20 are standard sizes that are usually available from hardware stores in varying lengths however the exact replacement head style, (Fillister Head) may have to be special ordered. Purchase 1" long instead of the 7/8" that were used because the price for the 7/8" is outrageous as compared to the more common 1". A simple hacksaw job is cheap by comparison. The #12 screws are a somewhat standard size, but not as plentiful as the smaller more common 3/16" (or #10 X 24) size. The nuts holding the carburetor and the cylinder unit to the crankcase are also 1/4" X 20.
Gaskets : There will probably not be any commercially available gaskets for these old motors, so you can make your own from bulk gasket material available from automotive parts stores like Car-Quest or NAPA. They usually do not have this out on the shelves, so you may have to ask. Common brand names could be Felpro or Victolex. This gasket material is available in different thicknesses and compositions, designed to be used for different usages. It are sold by the lineal foot by 18" wide at a cost of about $5 per running foot, which should make many gaskets for these small motors.
The most common thickness would be 1/32" of which I have a roll 6" dia. X 36" of paper type material that has been in my wife's family (her dad was a shade tree mechanic) since about 1945 which was used for most of these gaskets. For the head gasket, a composition impregnated material should be used as compared to the paper material type. This head gasket material would also be used to make a new power-head to leg (exhaust housing) gasket because of the high heat generated at that area.
In the photo below on the left is a method of making your own gaskets from commercial gasket material with a small ball pein hammer. The use of an even smaller ball pein hammer (4 oz) that has a small rounded knob facilitates marking the holes. Tap the gasket material with the regular end of the head when doing the flats then the rounded knob of the hammer just enough to either cut the material against the metal part or at least mark it so that it can be cleaned up with a sharp knife or scissors. For either material but at least the heavier like the head gasket using a hole punch makes a neater cut for the bolt holes. Hole punches in 1/4" and 1/2" work about right.
Since we are dealing with aluminum parts here, you very should try to not hit it hard enough to actually cut the material all the way thru so as to not damage the metal edges. In the RH photo is the gasket material removed from the cylinder base and ready to finish, with the damaged gasket laying beside it. The markings shown on the material were helped by placing a slight amount of used engine oil on the edges of the part before the tapping process.
| Gasket making in the process, note the inner hole has already been cut out using this method | New base gasket ready for final cleanup using scissors. |
 |
 |
Another method of making the head gasket is purchase the material described above then using a good set of leather punches and a piece of hardwood (for punch backer) some (white) lithium grease (for marking) a sharp utility knife and you are set. Dab the white grease on the seat of the part then press the gasket material onto the part firmly to get good detail. Note--dabbing the grease with your finger makes peaks and valleys on the part which allows for less grease to be used but less clean up. Let the material dry to the touch and start punching and cutting. A round file makes for super easy edge clean up. You can wipe the grease off or leave the grease on, as it makes a snug fit back to the gasket.
There is no gasket between the upper and lower crankcase housings, only a liquid gasket sealer like Permetex #2 which is a non hardening gasket sealer. This sealer is applied lightly, but thoroughly.
Reassembly of the Powerhead : Lubricate the now dry parts when doing your reassembly. As mentioned above align the ring ends horizontally, place some slight amount of grease, (I use the Lubriplate gear oil) in and on the rod bearing. Place a slight amount of regular motor oil on the piston skirt. You will notice that the 2 halves of the crankcase had no gasket. This is a lightly mating surface of the 2 aluminum halves. It is best to use a light sealant here. The outboard industry has a special sealant, ThreeBond liquid gasket #1104, but you could use a #2 Prematex diluted with paint thinner then lightly cover the surfaces. I have noticed that at the bottom of this crankcase where the 2 halves mate, you might not have complete seal at the mating edges so here may be a need to put a slight dab of the #2 Permatex before you assemble the powerheard to the exhaust housing. There is no real need to use sealant on your new gaskets as they will compress slightly.
Place a slight amount of motor oil on the rotating surface of the throttle advance /timing plate collar.
Fuel Tank : Usually trying to restore an old motor you may find that there is dried varnish inside the fuel tank. On my first motor I used paint stripper. However I have found that Xylol or Xylene (same product), which is a highly potent paint solvent/thinner works better, cleans the inner tank very well. A quart costs $7.00, just pour in enough to cover the hardened residue (about 1/2 of the can). Note that some internal hardened residue may extend up on the insides also, if so lay the tank on it's sides occasionally to soak as well. Next a large hand full of ceramic tumbling stones were added, (a substitute would be washed pea gravel) replace the cap and then shake the tank in all directions for a few minutes each time you pass by it in the shop. Let it set, then shake some more for as long as it takes to soften and abate the debris. Overnight you will see things start to happen. However this one took about 2 weeks of intermittent shaking and looking. Look inside occasionally with the aid of a flashlight. You may be able to reach inside the filler cap hole with a long screwdriver doing a scrape test to see when it is starting to work.
The object is to try to use the stones as an abrasive with the help of the solvent to clean the inside of the tank enough to salvage the use of the tank. This proved very effective, however next time I will use smaller stones as the 5/8" triangle stones were just large enough as to not pass freely along the sides (and got lodged) from the front to the rear of the tank, in the thinner inner section where the tank straddled the flywheel. These stones came out readily with the cap off by simply turning the tank upside down and a lot of shaking. If any persistent stones remain inside, then a mechanics flexible pickup tool aided by a flashlight can be helpful in removing these stubborn ones.
Of the three tanks I have seen, all were badly dented inward at the rear. This dent can also effect the fuel outlet that is welded into the bottom of the tank so that it is not pointing straight down. Screwing a short section of 1/8" pipe into the outlet, or a Crescent wrench on the Ell fitting will allow you to straighten the fitting by bending the bottom of the tank enough to regain a straight downward position of this outlet.
I can almost assure that your fuel tank will also have dents in the aluminum. These will be about impossible to remove for a restoration project, so automotive body putty is going to be your only hope in filling these holes and then sanding the filler down with a vibrator sander before the repaint job.
A tip here on locating even the slightest dent, is to use your fingers. Lightly wipe your finger tips over the entire tank after you have identified and sanded many down. You can feel very slight depressions that your eye can not see. When you find a depression, draw a circle around it with a lead pencil, then use that as a location for filling with new body putty for the next round of filling and sanding.
Now you think you have done a good job of filling the depressions, well just wait until you get a good coat of paint on the tank. I will bet you may want to go back, refill some areas that even you did not understand your finger tip's messages.
| On this prepped tank, it is obvious as to what needed filling & sanding | Here is the same tank after the initial painting |
 |
 |
Fuel Strainer ; Inside the tank and soldered into the upper part of the Ell fitting that exits the tank us a fuel strainer. This strainer is a VERY FINE copper screen that is rolled into a cylinder about 1 1/4" long that is soldered together then also soldered into the part of the Ell fitting that is inside of the tank. If it is intact enough to salvage, soak it in carburetor cleaner or the Xylene used to clean the tank. If it is beyond repair, simply remove the screen and purchase a small motor inline fuel filter like used on lawnmowers, place it near the fuel tank outlet so it is out of the way. A few years later when I tried to start it again, this strainer/filter was leaking badly. The original gasket was cork. What I found was to replace this gasket with a Neoprene O-Ring 1 7/16" OD by 1/8" thick. A possible alternate would be 1 3/8" OD.
| Here you see the replacement fuel line & filter |
 |
Fuel Line & Shutoff Valve : There will usually be a shutoff valve somewhere in the fuel line, if not I suggest installing one. The ones I have seen are about mid-section between the carburetor and the fuel tank outlet. Others may have combo Ell /valve from the carburetor with the knob pointing forward. Most of the original fuel lines were 3/16" copper tubing with flared fittings. On my original motor when I re-plumbed it, I put a new valve at the Ell at the carburetor, a more convenient and much neater arrangement. If you replace the 3/16" copper fuel line, be sure to put a filter in the line, I suggest you do so with 1/4" ID automotive Neoprene fuel line, use fittings that are 1/4" that are barbed ends which allows the the Neoprene to be a tight slide fit. Since there is no pressure other than gravity on this fuel system, there is really no need for hose clamps.
In the photo below, is my 1949 restored motor (and hand painted name) you can see the fuel shut off valve and the different in-line filter
| Here you see the fuel shut off valve & filter on my later model |
 |
Fuel Filler Cap : This knurled edged cap screws into the gas tank and has a smaller knurled vent screw center top. The seal under the main cap is a 3/32"thick X 7/8" ID X 1" OD Neoprene O Ring. Under the vent screw is a thin Nylon washer that seats against a small hole under it's head. This washer needs to be large enough that when the vent screw is tightened down that the washer covers the vent hole, then seals it. The cap assembly may need to be disassembled, cleaned and the vent hole verified as being open. This vent screw needs to be unscrewed slightly when the motor is in the run mode, but tightened down for transport to prevent fuel leakage. The Vee shaped brass spring that is attached to a couple of chain links inside the tank that retains the cap when unscrewed, may over time become brittle, then break. A new one can be fabricated out of 1/16" brazing rod by using needle nose pliers.
Fuel Mix Ratio : Printed somewhere was found info stating prior to 1951 Sears recommended 3/4 pint of SAE 30 or 40 weight motor oil per gallon of gasoline (24-1) for all of these old water cooled motors. On motors after that, a decal placed on the RH side of the carburetor cover (shown in the photo below) is the inscription "For normal operation, mix 3/4 PT. of SAE # 30 oil with each gallon of gasoline. For trolling use 1/2 pint per gallon of gasoline" which would be (32-1). It is not known why the modification in the fuel mixture unless there were complaints of the spark plugs fouling a lot when trolling, which these motors were probably used mostly for.
| Here an original carburetor cover showing the fuel ratio mounted on the restored motor. Note the close color match considering the faded out cover |
 |
You will also be
reminded that the fuel in those days was leaded. Take my word for it that the regular
automotive motor oil used in those days did not mix as well with the gasoline as the 2 cycle oil that is currently
available does. Today, modern 2-stroke oil with the TCW-3
designation should be used on all water cooled motors. What this
TWC-3 designates is that it is designed for
Two
cycle,
Water,
Cooled
and is version #3,
with the #3 being specially designed for use with non-leaded gasoline.
I would also recommended that the use of FULL synthetic TCW-3 oil be used for these motors as it gives better lubrication for the bronze bearings, burns cleaner leaving less oil on the water and will extend spark plug life, especially for these motors that will be used mostly for trolling. All of these 1946 - 1951 water cooled motors should run better than originally designed on 1/2 pint per gallon (32-1) of this FULL synthetic TCW-3 outboard oil. Note that NOT ALL TCW-3 oil is FULL-synthetic or blended, (it however will be priced considerably higher than the regular TCW-3) so look carefully before you buy.
Gasoline of an 87 octane is recommended and that it NOT BE an Ethanol blend if at all possible. If you have to use Ethanol E-10, then I would recommend that you drain the fuel tank after usage if you are going to let the motor set for a over a couple of weeks.
|
FUEL MIXING TABLE |
|||||
| Gallons of Gasoline |
Gasoline to Oil Ratio |
||||
|
Ounces of Oil to be Added |
|||||
| 16:1 | 24:1 | 32:1 | 50:1 | 100:1 | |
| 1 | 8 | 5 | 4 | 3 | 2 |
| 2 | 16 | 11 | 8 | 5 | 3 |
| 3 | 24 | 16 | 12 | 8 | 4 |
| 4 | 32 | 21 | 16 | 11 | 6 |
| 5 | 40 | 27 | 20 | 13 | 7 |
| 6 | 48 | 32 | 24 | 16 | 8 |
Fuel Tank Mounting Bracket : This cast aluminum bracket bolts onto the powerhead under the magneto using 4 screws. The fuel tank bolts to it from the bottom with 4 more screws. In all probability your bracket will be cracked at the rear. You may even have some broken sections missing. If just cracked, it can be Heliarc welded during the restoration project. Fabricating missing sections then weld them in place could also be undertaken if need be.
Tiller Handle : This is simply a 1/2" OD heavy wall aluminum tube 14 1/2" long that is slid into a socket on the LH side of the motor gas tank bracket and is held in place by a clamp type wing screw. The front, "handle" is a small rubber type bicycle handle bar hand grip to match the tubing. Reproductions of this grip are available from https://www.ebay.com/str/bigrichsoldoutboardparts "NEW Vintage Antique Tiller Grip Outboard Motor FITS Elgin 1/2" ID X 3-3/4" Long $15.00".
The later motors after about 1951 or so, had a hinged handle that pivoted and tipped up.
| Early type rubber tiller handle end dimensions. |
 |
Transom Clamp Bracket & Motor Tilt : The clamp bracket is made of steel which uses 2 twist type Tee steel clamp crews to attach the motor to the boat transom. The clamp handles do have a 1/4" hole drilled into one end of each of these Tee handles for securing it to the boat by a safety chain, or padlock. These motors do not include any provision for a partial tilt or full up retention of the motor when not running.
Tilt Pin : This is one thing that may get lost over the years. This pin can be positioned in one of 5 different holes on the transom clamp bracket that allow the motor to be tilted and rest against this pin to allow the motor when running to be leveled when on the boat.
The original pins were made of 5/16" rod bent into an Ell shape, with the short end (handle) extending 1 1/8" with the support part of this pin 4 5/16" long inside measurements. On the long end there is a narrow protruding wing/ear that mates with the keyhole type slot that this pin goes through. This wing is on the on the same side of the pin as the handle and is positioned horizontally so it exits the hole on the far side of the bracket. In use, the pin has to be rotated upward so the wing enters the mating holes and then when the handle is rotated down as it will finally be because of gravity, the pin is locked in from backing out.
| Original Tilt Pin |
 |
Motor Pivot : Incorporated into the clamp bracket is the motor pivot unit. As designed this bracket DOES NOT allow the motor to be rotated completely around or 360 degrees, also you have no reverse on these motors. There are 2 screws that put tension on the main pivot shaft so if you need more tension it can be adjusted here. NOTE, since these little motors are only one cylinder AND when you use them at a very slow idle that they are capable of, they vibrate more with this pivot adjustment may need to be set tighter than normal. This would help you keep from having to have ahold of the tiller handle all the time when running this slow because the vibrating motor will start rotating sideways on it's own.
Exhaust Pressure Relief Holes : On the rear trailing edge of the exhaust housing above water level are 15 small holes of about 3/32" drilled thru into the inside exhaust cavity. These appear to be for back pressure relief, as with the motor is running slowly in the water and if you cover a majority of them up with your hand, the motor slows down indicating that the exhaust is being restricted. They also make it easier relieve backpressure and for the motor to breathe when starting. So it may behoove you to clean these holes up using a drill bit that just goes inside of them.
Water Pump : This sliding vane type water pump can be identified by the water inlet holes located on the lower left side of the leg casting.
SECRET #1 To work on the water pump or pull all the gears from the gearcase, this motor requires removal of the lower unit (including the gearbox) or "Leg" as the factory calls it to be removed from the powerhead.
Drive out the 5/32" cross pin in the leg just below where the transom bracket pivot is located in the leg. This is a slightly tapered pin AND if as original, should be driven out from left to right. If this motor has been wrenched on before, this pin may be missing and all you will see are the two holes where it should have been. Under this pin and inside the hollow pivot shaft is a slotted screwdriver nut. You will need a long (8" reach) preferably square shanked large screwdriver that will just fit inside of the hollow pivot shaft. Not having an old large long screwdriver around (as I did not want to modify a new one) I made one out of a 7/16" rod that just slid inside of the hollow pivot shaft and welded a Tee handle onto it. The bit width that fit screw head was just under 1/16". Care should be taken as to use as close a fitting screwdriver blade as possible so as to not ruin the nut slot with a undersize blade. When you feel the blade going into the slot, tap the screwdriver with a hammer being sure the blade is seated in the slot, as if this slot is wobbled out enough as to not be able to unscrew it from the threaded rod, you are SOL.
If it is initially resisting being unscrewed, pressure needs to be forced down as you turn the handle with a Crescent wrench on the square shank to break it free. If there is any indication of rust, it may be imperative that you soak this with penetrating oil. When pouring oil in the hollow shaft if you get too much, it will just run out the cross pin hole.
You do not have to remove the pivot shaft. This is the hollow shaft that the motor pivots on for steerage. I have never been able to remove this shaft as it always seems to be seized into the leg, and the upper holes do not allow enough pressure to be applied when using a small pipe wrench, which just collapses the hollow shaft. If you do try to remove this shaft and deform the upper protruding section, you need to remedy the situation before reassembly as it slides into a mating hole in the lower crankcase base. But restoration can usually be accomplished without removing this shaft anyway.
This nut mentioned above holds in a long 1/4" rod that secures the gearcase to the exhaust housing (leg). Look at the schematic below. With the nut loose and the other rear screw out of the gearcase, the gearcase along with the 1/4" threaded rod that you just unscrewed the nut from hopefully can be removed out the bottom of the leg.
SECRET #2 You need to do 2 more things also not very obvious. That is to remove the gearcase rear cover, take the prop shaft, driven gear out and somewhat clean the inner cavity along with the drive gear. On the very bottom, below the drive gear is a snap retainer ring on the splined shaft. This snap ring has to be removed before the gearbox unit and the long screw that you just removed the nut from can be withdrawn out the bottom IF the water pump is stubborn and does not come easily. After the snap ring is removed, dig it out of the empty gearbox before it gets lost. This snap ring holds the drive gear to the water pump shaft. One of my motors had this snap ring while the other did not. In reality there is really no need for this ring as when assembled, the drive gear and the driven prop shaft gear mesh holding each other in place. I left the one off when I rebuilt that motor with no damaging effects noticed.
SECRET #3 Also there is a 1/4" slotted head dog point screw showing just above the water intake screen holes that is a retainer for the water pump. This may need to have the penetrating oil application, heat or both to loosen it. I had to drill this one out. This screw HAS to be removed to allow the water pump to be withdrawn out the bottom. I have seen these retainer screws made in either steel or stainless steel, with the stainless ones easier to remove. The gearbox can be removed without the removing the water pump unit, but if there is binding somewhere, by removing this retainer screw AND the snap ring, it may be easier to allow which ever is loose to allow the gearcase to drop down either with or without the water pump. The water pump can be removed later if it stays is stuck in the leg.
In the LH photo below, the round hole above the slot in the foreground is the retainer hole that the side retainer screw goes into to secure the water pump in the housing. On the right side of the water pump body you can just see one of the two water outlet holes. The splined shaft is a stub shaft that fits in a splined coupler that connects to the driveshaft and the other end (not shown) goes into the gearbox gears. In this photo the shaft and impeller are raised slightly for better photo clarity of the impeller.
| In this photo, the impeller vane is opaque white. The inlet water comes in from the slot in foreground. The blue arrow shows the impeller starting to compress the inlet water, while the red arrow has almost competed it's travel pushing the water out to the right. | Here are CAD drawings of dimensions of the replacement impeller that I use in my motors. The trailing ends are slightly radiused rearward for clearance while retaining the flat leading edge. The thickness is .010" thicker than original, but my slot appears worn. |
 |
 |
In the LH photo above you will notice there are (2) 3/32" brass pins protruding upward into the end caps, as a locator or securing pin because of the small screws holding the caps in. However on motor with s/n 5571 owned by Mike Crawford, and restored at the same time as mine does not have these pins. It then has the appearance that the factory may have decided that since this water pump assembly is totally encapsulated inside the leg housing and between the gearcase, that possibly there was no real need for the pins, eliminating that manufacturing operation.
Original impeller vanes appear to have been made of a phenolic impregnated fabric, which may be hard to find today, however 1/8" computer circuit board material should work quite well and Radio Shack should carry this in various sizes. One thing I have found is that if a replacement impeller is made of a Nylon type material, that IF or when the motor happens to be used in a debris infested or a sandy condition that grit can become imbedded into the Nylon, (both the sides and ends) cutting down on the free sliding motion and will also act as an abrasive chewing up the inner water pump cavity.
The Elgin specifications on the vane length is .852" - .854" with a wear minimal limit of .842". I have found that these published factory specifications for the length of the vane are a lot shorter than .902" that will fit the water pump of my earlier motor repair. The worn impeller that came out of this restoration motor was .800 long, and I can see it wearing some, maybe .015 or .020 per side which would put it near the specified range. The problem I have in understanding this established overall length with a .010 wear tolerance IF I can put a .900+ in, why would there even be any minimal wear limit being established?? I do not see centrifugal force coming into play with this type of impeller vane. However since there is no thermostat, this may have been a factory design using one pump for all models and to make the smaller motor water pumps less efficient by using shorter impeller vanes??
On this restoration motor, the water pump impeller housing bore was worn oversize on one side by about .025, probably from being used in debris infested water, as there were many wear grooves in the bore. In this motor, I made the impeller vane longer to accommodate that wear.
The water pump body is made of brass while the top and bottom of the pump assembly are made of a phenolic impregnated fabric on the early s/n 611 and at least up to s/n 5571 but of Nylon on my s/n 3769 so I suspect mine was a replacement. These newer Nylon caps/ends also act as self lubricated water pump shaft bearings, more-so the thought that they were a later improved version. If either or both of the pump ends become worn from the drive shaft rotation along with abrasion, they can be renewed by filing it to remove any vertical wear. However if the Nylon it is very slippery if filing, so if you have access to a band-sander, that works great with a medium (80) grit belt. These ends are pinned (notice the pins in the pump body in the photo above) then screwed in place to prevent them from being twisted on the body housing (using 2 small screws each).
On this restoration project, removal of the gearbox and water pump from the leg proved VERY STUBBORN, to the point that with all of the above issues being taken care of, the upper exposed end of the driveshaft was the only thing left and had to be used as a pounding rod to facilitate driving the gearbox and water pump down and out the bottom of the leg. The real problem was that the threaded 1/4" rod was badly corroded inside the leg. The end result was that both end caps of the water pump were destroyed. These caps on this early motor were made of a phenolic impregnated fabric as was the impeller vane. OK, time for using my other motor's water pump as a pattern then to fire up the lathe to make new end caps out of Nylon.
When you reassemble the water pump be sure that you get the body in right so the inlet holes line up with the water intake holes in the leg /exhaust housing and the outlet hole of the pump body also lines up with the the pump outlet in to the leg. Also the impeller needs to be inserted so that the leading edge is the sharp side when rotated clockwise from the top.
| 2.5 hp / 3.5hp exhaust houising, drive shaft & water pump. The 2.5 hp does not use the cavitation plate #22059 shown in this illustration |
 |
Gearcase : There is no reverse AND no neutral on this motor. The driveshaft and prop shaft run inside bronze bushings. All Elgin motors of this period were designed to use grease in the lower unit. You may not be able to readily locate Lubriplate #105 as suggested by one of the websites, however it should be available at most good auto parts stores like NAPA and others. Another grease can be Lubriplate #630 AA that is normally used in lower unit bearings for large outboard Jet type drive units. There is no fill or drain holes so the motor will need to be positioned with the prop shaft up, the lubricant placed into the gear cavity in volume before bolting the rear bearing cover in place.
The prop shaft is 1/2" dia., has a shaft seal #19118 in the illustration below, (1/8" X 1/2" ID X 3/4") and uses National #340847 at a price of about $8.00. They can be found or ordered at many automotive parts stores or at MSC Industrial Supply http://www1.mscdirect.com/cgi/nnsrhm #7 50886 00240 6. These MSC seals are made by Dictomatik, trade initials TCM #05071M (replaces 8792S) again at a price of about $8.00.
The upper gearcase shaft seal #18118
fits a smaller 7/16" shaft and uses a seal (1/8" X 7/16" X 3/4"). This seal
is not available thru regular bearing/seal dealers. Two substitutes came
to mind, (#1) Three Neoprene
O-Rings stacked together.
(1) 1/16" X 5/8" ID X 3/4" OD on the
bottom, then a 3/32" X 7/16" ID X 5/8" OD in the middle and a 3/32" X 5/8" ID X
3/4" OD on top under the metal retainer washer. Price on these O-Rings was $.29
each. This appears to provide enough tension that they did not need to be secured
other than by the retainer washer. (#2)
Teflon valve stem packing in 3/32" dia. from a plumbing supply store. This
packing would have to be wrapped around the shaft then tamped solidly into place creating a
solid seal surface of the right height to fit tightly under the metal retainer washer.
This seal is on the very upper of the gearcase and below the water pump.
However one reader of this article doing his restoration at the same time as I
was, found a company who can special make about
any seal. The
price for this particular one is $15 each with a minimum order of 4. This
worked out great as we shared the order.
Information they need would be
R8 Profile Rotary Seal -
7/16"ID x 3/4"OD x 1/8"H
You may find a minimal amount of horizontal prop shaft movement. It appears that the prop shaft bronze bearing is cast into the housing so take up for any excessive wear would have to be in the form of a brass or Nylon spacer/shim inside the housing. However a slight amount of movement should not be detrimental in this small motor.
I did find on my two motor's prop shaft housings that for some reason the regular screw head holes were slightly smaller in diameter, so the heads for these 2 screw needed to be reduced to allow the heads to fit inside the housing holes.
| 2.5 hp Gearcase |
 |
On this motor the skeg was corroded externally, possibly be it being set for a while standing up in a dirt floored barn. JB Weld epoxy was used to build up the holes and the slightly missing lower section, then sanded down to match.
Propeller : The propeller is a 2 blade 7 1/2" diameter with a 4 1/2" pitch with a left hand rotation viewed from the rear. The propeller was made by Alcoa Aluminum, has #19265 cast on it. It was not painted, but left the plain aluminum color. The shaft hole is 1/2", uses a standard 1/2" X 13 TPI course thread acorn type nut with holes in each flat for the retainer cotter pin.
The hole in the propeller shaft will
accommodate a 5/32 dia. pin, but given the obsolescence of parts for this motor
and low hp rating, I would rather opt for a safety factor here by using a
smaller 1/8" dia. X 1 1/4"long shear pin. I like to make mine from
brazing rod used for Oxy/Acetylene welding, they are tough, do shear quite well
and won't rust.
The original propeller had some small pitting of from 1/16" to 1/8" in dia.
which was filled with JB Weld and sanded down before painting.
Most of these old motors you will encounter will have the propeller nut washer missing. The original washer was probably steel. This may not be that important, but a replacement Nylon flat washer with a 1/2" hole X 1" OD can be found at many well stocked hardware stores that carry a bolt and nut selection. The best OD that fits but does not restrict flow and blends with the rear of the propeller and under the nut appears to be 7/8", which can be cut down to from the 1" size.
Propeller nut cotter pin would be a 3/32" dia. by 1" long, and stainless steel would be preferable.
| Propeller cleaned & before filling the pitted holes | Prop nut #19094 & washer #19299 |
 |
 |
Paint :
Replacement paint for the faded
out green
best match to be found was Rust-Oleum #7737 Satin Spruce Green. Do
not confuse this to XO-Rust or Krylon brands. (NOTE as
of 2-2-2008 this color of paint has apparently been dropped by the manufacturer, the closest
they now have is Hunter Green which is considerably darker). This Spruce Green
has been noted by some restoration experts as a very close match of several original motors compared to it.
Since the required matching paint is
no longer available, the next step was to take the head (probably the most
protected with original coloring left) off this motor, go to a paint store that
can scan it to reproduce a close color match. This color was mixed in one
quart X-O Rust neutral oil base using code B-42, C-23 and D-18 tint
colors which came out VERY close to my original color at a cost of about $8.00 a
quart.
This paint appears to need a slight amount of greenish color to match the spruce
green being recommended for a restoration project of these motors, however it matches the protected section of the head off the restoration motor.
So either color appears very close to the original. TIP :
If you get a paint mixed, have them write the code on the BOTTOM of
the can, not on the top, as the top will usually get paint all over it or will
rust over time while the bottom stays clean forever. I found that a
small touch up air sprayer works great for this painting situation.
You will need to use a primer coat, especially on the fuel tank if you have used any degree of body putty to fill the dents, as this body putty absorbs the paint more that the non filled spots, needing a second or third coat.
Just about all of these paints are not gasoline proof and since you need to refill the fuel tank by hand where fuel spillage is common, it is recommend a clear overcoat of either of the following. DuPont 2 part urethane based clear coat be used. Probably a more economical paint for our needs would be Dupli-Color 500 degree Engine Enamel in clear 12 oz. spray cans (#DE1636 CLEAR) from NAPA or most automotive stores for just under $6.00 each. One can will do at least 3 of these small motors.
The DuPont is the same clear coat that is used on modern base/clear automotive paint jobs, however these paints are expensive, need a air compressor and spray paint gun.
Any overcoat that you use it may be best to do a test to make sure your normal base coat paint and the clear are compatible first. Most all rattle spray cans these days are a urethane based pigment, so they should be OK.
The cast aluminum fuel tank mounting bracket was painted the same green as the rest of the motor, except the center rib was left unpainted exposing the polished aluminum with the clear-coat over for protection.
The propeller was usually left the plain bead blasted finish or for us restoration people, painted aluminum if you filled dings or holes with JB Weld. The main-jet knob, choke and magneto handle can be found either unpainted aluminum or painted black. The tiller handle clamp screw is usually black.
Tip :
(1) Since these motors use a shear pin to
drive the propeller, it may be prudent to carry a spare since you have no
neutral or reverse. There is usually no need for a tool box other than
a Crescent wrench and a spare spark plug. What I do is to tape a spare shear
pin onto the spark plug wire with black electricians tape that is hid up under the fuel tank.
This means It is always with me If needed.
(2) When
transporting these little motors when not on a boat and yet protecting them at the same
time, baby them to protect your time invested by using a semi inflated wheel-barrow inner tube as a cushion.
In the photo below, this motor being a 1949 version of a 2.5 hp Elgin where the whole motor has been repainted with the Elgin name being hand painted on the gas tank. The original pull rope starter was replaced by a modified lawnmower starter. This is a fishing motor since it has been modified to not being an original, therefore the paint scheme was not totally followed, (white trim) but just a nice old running motor.
| A cushiony nest for transporting small outboard motors |
 |
In doing
research for another motor, I found the following specifications for
the above motor.
Bore 2" X 1 9/16" stroke for a
displacement of 4.9 CI., point setting .020", AllState spark plug
#AY-126 with a gap of .050. prop size 7 1/2" X 4 1/2", fuel tank 7
1/2 pints with run time of 1 hour at full RPM, fuel oil mix
24-1 (3/4
pint of SAE 30 or 40 weight motor oil per gallon of gasoline),
shear pin 3/32" X 1 3/16". weight 19 1/2#, retail price in 1950 was
$75.00.
NOW A SIDE NOTE --- When I got this motor back together, I pulled the starter rope and got spark, but had other things going (I had just became a 24 hour caregiver for my wife). So this little motor just sat and had not been ran. Finally a number of years later, I got around to trying to start it. It was froze up, and I tried to squirt penetrating oil in the spark plug hole. Again, it sat for a couple more years. OK damn it, I need do something here and we had a lot of local river flooding, we were OK but could not get out for a few days. Time to forge ahead on this project.
The piston was really seized. More penetrating oil but to no avail. So I pulled the head, got a wooden block and tried to drive the piston down, which barely moved. I finally got the piston down far enough to be able to unscrew the connecting rod cap from the from after taking the carb, intake manifold and reed valve plate off. From here I was able to again using a wooden block against one side of the connecting rod, was able to drive the piston partly out of the top of the cylinder housing. Now I unbolted the cylinder housing from the block allowing me to totally remove the piston.
The piston below the rings was black along
with the inside of the cylinder. What it appears is that this
motor had absorbed so much salt air that since I had not ran it (creating
more internal lubrication) that this salt creeped out of the metal.
OK, now remove the new rings (without breaking them),
clean everything again, including the piston and re-hone the cylinder and
reassemble again.
This time, after getting it
back together, I ran it for considerable length of time and then when I
shut it down used fogging oil to ensure that the internal parts got really
coated with oil.
Reminder that these small single cylinder motors vibrate considerably more than the small twin cylinder motors do, therefore the steering pivot clamp screw needs to be slightly tighter.
Recommended Web Links :
For more information on these motors go to
the below links
http://www.elginoutboard.com/technical-data/elgin-ob-motor-model-data/ http://www.elginoutboardparts.com/
http://www.ringspacers.com/rangcast.htm
http://www.martinoutboards.com/
http://www.americanoutboard.com/decals/elgin/master_elgin.htm
http://www.aomci.org/
Copyright © 2010 - 2023 LeeRoy Wisner All Rights Reserved
Back to the Main Ramblings Page
Originated 02-01-2010, Last updated
05-21-2023
Contact the author