| Side view of action showing one original & one replacement hammer | Top view of hammers, with replacement one having squarer corners & the serrations finer |
 |
 |
Making a Obsolete Firearm Part
Using CNC Machinery
This particular part will be a hammer for a Savage model 240, a 410 Over/Under, which was apparently a predecessor to the model 24. The model 240 uses 2 hammers in the same slot. It also has 2 triggers. Shown below are the existing LH and the new replacement RH hammer.
| Side view of action showing one original & one replacement hammer | Top view of hammers, with replacement one having squarer corners & the serrations finer |
|
|
|
Since there are no original drawings available
(especially old obsolete firearms) from any manufacturer, and they would not
supply them if there was, because of product liability now days. The only
way to get a drawing is to use an existing part as a pattern and make your own.
In any CNC operation, the initial operation is to CAD
draw a part. CAD is an abbreviation for Computer Aided Drafting.
Here however, we need to reverse engineering using an original one to copy. In this particular case the
LH hammer was there, but no RH one available. The LH hammer was used as a
sample to draw the CAD drawing and was then printed off in a scale of 1 to 1.
From this, the existing LH hammer could be laid on top of the printed
drawing, to see if the drawing needed to be altered to match any of the
contours. You will note that not many parallel lines exist on this part,
so guessing & measuring from existing holes become important. A lot
of calculated guessing as to locations went into this initial drawing, as the
only known locations were the pivot hole, and angles or dimensions derived from
the 2 flat portions.
Then using the LH drawing, it was then mirrored 180
degrees to create the basis for the RH hammer. An illustrated parts
picture from an old parts list showing them both was used to somewhat draw in
the differences. Once the first drawing was printed, the I could
locate the pivot pin holes, spur location and firing pin pads better.
| As with any CNC machining, the CAD drawing comes first | |
 |
 |
A prototype RH hammer was then made, put into the gun with the original LH one in place, so a comparison of the 2 could be seen. Alterations in the CAD drawing were then again made to conform the shape of external spur. The inner section of the firing pin area was guessed at then, and was then ground by hand and fitted many times, before the proper shape was achieved at the firing pin striking area to achieve proper firing pin protrusion out of the frame. At the same time give about .015 clearance of the top front of the hammer to the frame at the forward stop position, and have the firing pin retracted to a rebound safe position as was evidenced by the original LH hammer.
Now this modified prototype was used to redraw sections of the RH CAD drawing to match the new needed functioning dimensions for the final part, and the CNC code was rewritten to match the newer configurations.
The actual run time is not anywhere near the total time involved when you consider all the initial CAD time, redoing the CAD drawings, redoing the code to match the final prototype, cutting the steel to length, deburring the saw cut, deburring the sawed off part, cutting the sear notches, serrating the spur, case hardening the part, making the pins and riveting them in, then making the spring. The cost of the steel also needs to be figured into the equation. For this part, there was probably more material in scrap and chips than in the finished part. Plus there were at least 3 days involved before we even got a semi-finished part. And the cost of the machinery, tooling, fixture making, etc. adds up also.
As you can see it is not practical to make just one part, and with these particular parts, even making 5 each for possible later resale, a price of $49.50 each is not really a worthwhile project taking into account on how many of these models were made and are still somewhat alive out there.
In setting up the CNC program for these parts, the overall dimensions were needed, plus an added .100” to each end for cleanup if needed for an overall material length of 2.60”. The green box around the part drawing indicates the size of the material needed and where to measure from to locate the machine home, which in this case is X0.0, Y0.0 and which is the center of the larger pivot hole. The thickness of material was decided to be ½”, with the width to be 1 ¼”. This thickness was decided by calculating the finished part thickness, the width of the saw being used to saw the part off, plus the height of the lips of the vise jaws needed to hold the material securely during the machining operation.
1018 mild steel was selected with the thought that since this part was being made on one flat operation, then sawed off to proper thickness, that if a tougher (4140 Annealed) was used, that deep a saw off cut could become a problem in that the material could become work hardened, ruining a saw (at a cost of about $30 each) unless ran at a VERY slow RPM speed and feed rate. When the parts were final machined, they were then case hardened to give external hardness, yet a softer ductile core. This is how it was done originally at the factory, so the final case color of the reproduction part matches the original factory part also.
The CAD drawing was produced in this instance on BobCad version 17. CNC computer code was written using the BobCad program also, which when in the Numerical Code mode, will when you click onto a line in the drawing, get the cutter path going in a climb mill direction, it will write a line of computer code when you click on each subsequent line. When you have went around the whole part in your CAD drawing, you now have a computer generated CNC code that the CNC milling machine can read. This code is in the form of X, Y and Z. X movement is right and left, and has a plus or minus attached to it depending which side of established Zero you set, here being the center of the pivot hole. Anything to the right of 0.0 has a plus (+) attached to it, if to the left it will be a minus (-). For simplicity most codes will not show an actual +, as that being taken for granted if none is listed, however the minus will always have to be listed as a minus (-) preceding the number. Any movement forward and back is a Y movement, using the same stipulations as previously explained with Y+ to the rear of 0.0. Z movement is up and down, and as with the others, a set 0.0 is the reference point which is in this instance the top of the material. You need to set all of the X, Y and Z 0.0 set ups on the machine for the particular part you are making. Once these are set, this becomes “Home” for that part.
CNC code writing is like learning another whole language. CNC code for a straight line is G01, a left hand arc is G02, while a right hand arc is G03. Feed rate is listed as F5. which equals 5 inches a minute. Spindle speed of 2000 RPM is shown as S2000. Code for tool #3 would be T3, H3 would be height for tool #3, and D3 is for the diameter of the cutter again for tool #3.
There are codes in letters or combinations of letters for additional things like, turning the spindle on in either RH or LH rotation, spindle start or stop, coolant on and off, rapid moves, cutter compensation plus many more that tell the machine what to do. If something goes wrong, it is not the machine, it is that you did not write the code right.
On a CNC vertical milling machine, the machine’s head and subsequent cutter stays stationary, while the table moves in X and Y directions. It can do a multiple move at an angle or in an arc. For any up or down move (Z) the normal machine’s spindle will move within the head.
| Jim in front of one of our CNC vertical milling machines | |
 |
A water based coolant is used to keep the cutters cool and promote longer cutter life. Most coolant on smaller machines will usually be a mist type system, which is compressed air siphoning a water based anti-rusting, environmentally friendly, anti-irritating coolant from a small tank, mixing with the air and directed onto the cutter to cool the cutter in a spray form. Larger enclosed machines will use a higher quantity of pumped coolant called a flood type.
Once the computer CNC code is generated, you will usually have to proof it to be sure you have not forgotten something as for a rapid move into just outside of the material, no interference with pickup and move to points, spindle speed for the cutter assigned, along with a multitude of other things. Below is the code required to make the LH part. You will notice some lines of code have a semi-colon (;) either preceding the line or in the middle of a line. This semi-colon allows the code writer to enter information that the machine skips over when processing the code.
You will also notice that the code was changed, altering the sear notch location after the parts were run. This came about when the parts were set up to do the actual notch cutting and it was discovered that the code should be slightly altered for the next run, (if there ever was one).
| ;S240-701L. cnc code revision 09-06-05 ; ;CNC JOB SHEET: WISNER'S INC 360-748-4590 ;CUSTOMER: ;PROGRAM #: S240-701R.cnc ;DESCRIPTION: SAVAGE 240 LH HAMMER, #240-701L ;PROGRAMMER: LEEROY WISNER ;DATE: 05-04-06 ;CODE PROOFED: OK 05-03-06 ;RUN PROOFED: OK 05-03-06 ;LAST MODIFIED: 05-08-06 3:10 AM (RUN PARTS) ;LAST MODIFIED: 05-09-06 4:10 PM (ALTERED SEAR NOTCHES) ;LAST RAN/QTY: 05-09-06 / QTY 5 ;LAST OPERATOR: LEEROY WISNER ;LAST MACHINE: BRIDGEPORT MILL #1 ;CODE: Fanuc Mill Configuration, G CODE, MODAL, ABSOLUTE X & Y, ; INCREMENTAL I, & J, RPM & COOLANT PROGRAMMED, R RADIUS CODES COMPATIBLE ; H# =HEIGHT COMP, D# =DIA COMP ; Z MOVES ARE COMPATIBLE WITH COMP CODES ; ;MACHINE/CONTROLS: BRIDGEPORT-CENTROID 39+ CNC7 VERSION 8.10 ; ;CUTTER LIST: ;T1 = H1= 0.0 D1=0.0 REF. SETTING HEIGHT TOOL (ELEC. EDGE FINDER) .500 OFF MATERIAL ;T3 = H3=-2.905 D3=.390 DIA COMP, 3/8" TIN R/F 1200 RPM W/MC ;T5 = H5= 3.333 D5=.750 DIA COMP, 3/4" ROUGHER END MILL 500 RPM W/MC ;T4 = H4=-2.765 D4=.248 DIA COMP, 1/4" CARBIDE, 2000 RPM W/MC ;T6 = H6=-2.650 D6= 0.0 DIA COMP, 1/16 X 1" WOODRUFF 800 RPM W/MC ;T2 = H2=-1.111 D2= 0.0 DIA COMP, 3/32" .094 DIA DRILL 2600 RPM W/MC ;T21= H21=-2.161 D21=0.0 DIA COMP, #2, .221 DIA DRILL 2600 RPM W/MC ;T7 = H7=-2.765 D7=.125 DIA COMP, 1/8" CARBIDE 2800 RPM W/MC ;T8 = H8=-3.259 D8=5.00 DIA COMP, 3/32" X 5" SLITTING SAW 225 RPM W/MC ; ;SETUP INFORMATION: ;X0.0 = +2.00 FROM RH EDGE OF MATERIAL ;Y0.0 = +.525 FROM BACK EDGE OF MATERIAL ;Z0.0 = TOP OF MATERIAL ;MATERIAL STOP: LH SIDE ;VISE JAW STEP: .150 DEEP ; ;SPECIAL INSTRUCTIONS: ;2ND OP, SERRATE SPUR IN SPECIAL FIXTURE IN VERTICAL MILL, USING SPECIAL TOOL ;3RD OP, MILL SEAR NOTCHES TO MATCH SAMPLE, USING SPECIAL FIXTURE & 60 DEGREE CUTTER ; ;NOTES: ;FINISHED PART TO BE .278 AT SPUR & THICKNESS OF THIN PART TO BE .142 MAX ;T6 WOODRUFF CUTS TO BE CENTERED IN THIN SECTION ;DEBURR & SLIGHTLY COUNTERSINK PIN HOLES BEFORE CASE HARDENING ;MAKE RETRACTING SPRING OF .026 DIA. WIRE TO MATCH ORIGINAL CONFIGURATION :PINS MADE OF 3/32" MILD STEEL WELDING ROD & RIVETED INTO HAMMER ; ;MATERIAL: 1018 CRS 3/8" X 1 3/8" CUT TO 2.580" OAL ;HEAT TREAT: CASE HARDEN 1675 DF 1 HR, LET COOL TO 1450, ; WATER QUENCH, =.010 PENETRATION DEPTH ;DRAW: 675 DF 3 HRS, REDRAW AT 500 DF 3 HRS, ; CHUNK OF WOOD ENCLOSED IN CRUCIBLE TO KEEP FROM SCALING ;ROCKWELL C: 42C ;FINISH: AS DRAWN ; ;CNC RUN TIME: ;CENTROID PROJECTED TIME 8.34 MIN, ACTUAL LOAD TO LOAD 10.34 MIN ; ;PROGRAM STARTS HERE: ; G90 G0 X3.0 Y-2.0 T3 M06 ;T3 3/8" HS TIN R/F .390 DIA COMP M03 S1200 G0 X2.300 Y1.00 G43 H3 M25 M07 G0 Z.100 G1 Z-.370 F30. G41 D3 G01 X 1.982 Y.734 F30. X 1.885 Y.340 F5. ;ROUGHING PASS X 1.864 Y.244 G02 X 1.849 Y.228 I-.020 J.004 G03 X 1.686 Y-.124 I.063 J-.244 G02 X 1.681 Y-.698 I-.412 J-.284 X1.617 Y-0.542 I.135 J.147 ;G03 X 1.444 Y-.132 I-.519 J.023 ;BYPASS SEAR NOTCHES ;G01 X 1.358 Y-.047 ;G03 X 1.235 Y-.068 I-.061 J-.016 G03 X 1.568 Y-.299 I-.519 J.023 G01 X 1.355 Y-.220 ;POINT X1.196 Y-.343 G02 X 1.097 Y-.604 I-1.209 J.310 X1.068 Y-.611 I-.018 J.009 G01 X.767 Y-.400 G03 X.542 Y-.408 I-.107 J-.153 G01 X.530 Y-.415 G02 X.249 Y-.361 I-.118 J.145 G03 X.037 Y-.257 I-.170 J-.078 G01 X-.352 Y-.336 X-.354 Y-.337 G02 X-.416 Y-.262 I.393 J.385 G01 X-.558 Y-.076 X-.518 Y.199 X-.466 Y.267 G02 X.403 Y.278 I.442 J-.583 G03 X 1.300 Y.457 I.365 J.507 G01 X 1.374 Y.446 X1.382 Y.412 X1.698 Y.367 X1.704 Y.398 X1.86 Y.376 G02 X1.885 Y.340 I-.004 J-.030 G01 X1.952 Y.144 F20. M05 M09 G40 G49 M25 G0 X3.00 Y-2.00 T5 M06 ;T5 --USE BACK GEARS-- 3/4" ROUGHER END MILL M03 S500 M07 G0 X2.500 Y1.00 G43 H5 M25 G0 Z0.0 G1 Z-.145 F30. G42 D5 G01 X1.982 Y.664 F30. ;MILL TOP SURFACE X1.433 Y.115 F2.5 X-.302 Y-.318 G41 X.974 Y-.617 X1.266 Y-.427 G02 X2.076 Y.521 I1.696 J-.629 M05 M09 G40 G49 M25 G0 X3.00 Y-2.00 ;SHIFT BACK TO HI SPEED SPINDLE T4 M06 ;T4 1/4" CARBIDE .248 DIA COMP M03 S2000 M07 G0 X2.200 Y1.00 G43 H4 M25 G0 Z0.0 G1 Z-.300 F30. G41 D4 G01 X 1.982 Y.734 F30. X1.885 Y.340 F8. ;FINISH PASS X1.864 Y.244 G02 X 1.849 Y.228 I-.020 J.004 G03 X 1.686 Y-.124 I.063 J-.244 G02 X 1.681 Y-.698 I-.412 J-.284 G02 X1.617 Y-.542 I.135 J.147 G03 X1.444 Y-.132 I-.519 J.023 G01 X1.297 Y-.063 X1.223 Y-.210 G02 X1.097 Y-.604 I-1.235 J.176 X1.068 Y-.611 I-.018 J.009 G01 X.767 Y-.400 G03 X.542 Y-.408 I-.107 J-.153 G01 X .530 Y-.415 G02 X .249 Y-.361 I-.118 J.145 G03 X .037 Y-.257 I-.170 J-.078 G01 X-.352 Y-.336 X-.357 Y-.337 G02 X-.432 Y-.096 I.364 J.247 G01 X-.472 Y-.106 G02 X-.458 Y.018 I.434 J.017 G01 X-.501 Y.156 G02 X-.466 Y.267 I.539 J-.108 G01 X-.435 Y .376 G02 X.403 Y.278 I.442 J-.583 G03 X1.300 Y.457 I.365 J.507 G01 X1.374 Y.446 X1.382 Y.412 X1.698 Y.367 X1.704 Y.398 X1.86 Y.376 G02 X1.885 Y.340 I-.004 J-.030 G01 X1.952 Y.144 F20. M05 M09 G40 G49 M25 G0 X3.00 Y-2.00 T6 M06 ;T6 1/16" X 1 WOODRUFF, NO CUTTER COMP M03 S800 M07 G0 X-.103 Y1.00 G43 H6 M25 G0 Z0.0 G1 Z-.245 F30. ;G41 D6 ;COMP OFF X.103 Y.638 F3. ;STOP POINT FOR 1/16' X 1' WOODRUFF Y1.00 F20. ;BACK OUT Z.400 F60. ;RAISE UP FOR CLEARANCE X.326 Y-1.100 Z-.245 ;DOWN X.326 Y-.675 F3. ;STOP POINT X.326 Y-1.00 F20. ;BACK OUT M05 M09 G40 G49 M25 ;PECK DRILL PROGRAM G0 X2.0 Y1.0 T2 M06 ;T2 .094 DIA DRILL M03 S2600 G43 H2 M25 D2 M07 G83 X.033 Y.258 R-.100 Z-.320 Q.250 F2.5 ;PIN HOLES X.376 Y-.329 R-.100 Z-.320 Q.250 F2.5 X1.297 Y-.063 R-.100 Z-.320 Q.075 F2.5 ;CLEARANCE HOLE FOR 1/8" CUTTER UNDER SPUR M05 G80 M09 G40 G49 M25 ;PECK DRILL PROGRAM G0 X3.0 Y1.50 T21 M06 ;T21 #2, .221 DIA DRILL M03 S2600 G43 H21 M25 D2 M07 G83 X0.0 Y0.0 R-.100 Z-.350 Q.260 F2.5 ;CENTER PIVOT HOLE M05 G80 M09 G40 G49 M25 G0 X3.00 Y-2.00 T7 M06 ;T7 1/8" CARBIDE .125 DIA COMP M03 S2800 M07 G0 X1.350 Y-.500 G43 H7 M25 G0 Z0.0 G1 Z-.290 F30. G41 D7 X1.462 Y-.265 F30. X1.444 Y-.132 F3. X1.358 Y-.047 ;CLEAN UP UNDER HAMMER SPUR CORNER G03 X1.235 Y-.068 I-.061 J-.016 G02 X1.097 Y-.604 I-1.248 J.035 X1.068 Y-.611 I-.018 J.009 G01 X.974 Y-.617 X-.286 Y-.439 F40. X-.357 Y-.337 F5. G02 X-.432 Y-.096 I.364 J.247 G01 X-.472 Y-.106 ;FULL COCK LOCATION G02 X-.458 Y.018 I.434 J.017 G01 X-.501 Y.156 ;SAFETY REBOUND LOCATION G02 X-.466 Y.267 I.539 J-.108 G01 X-.435 Y .376 ;X-.336 Y-.355 F5. ;G02 X-.416 Y-.262 I.375 J.403 ;G01 X-.436 Y-.129 ;X-.471 Y-.142 ;G02 X-.477 Y.031 I.231 J.095 ;G01 X-.506 Y.126 ;G02 X-.466 Y.267 I.544 J-.078 G01 X-.435 Y.376 F20. X.103 Y.638 F40. X1.363 Y.498 X1.363 Y.498 F5. X1.382 Y.412 ;CLEAN UP RECESS OF HAMMER AT FIRING PIN INDENT X1.698 Y.367 X1.715 Y.447 F20. M05 M09 G40 G49 M25 G0 X4.500 Y-2.00 T8 M06 ;T8 --USE BACK GEARS-- 3/32" X 5.0 SLITTING SAW M03 S225 M07 G0 X4.0 Y-2.0 G43 H8 G0 Z0.0 G01 Z-.375 F40. ;G41 D8 ;CUTTER COMP OFF G01 X4.060 Y-1.910 F30. G01 X.685 F2.5 ;SAW OFF PART M05 M09 G40 G49 M25 G0 X3.0 Y2.0 M02 ;PROGRAM END |
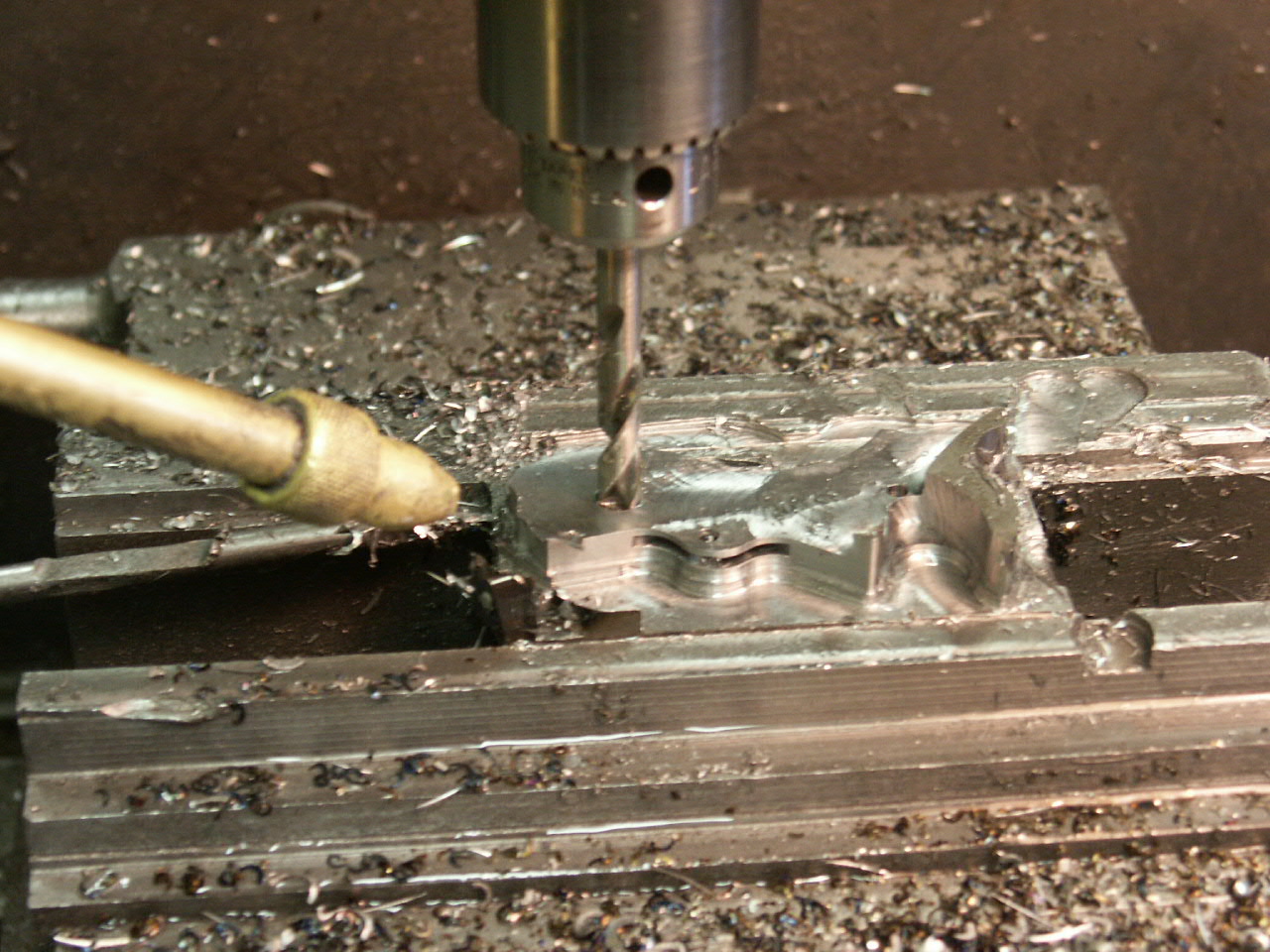
In the photos below show usage of a 3/8" roughing cutter being used to hog out excess material, then a 1/4" carbide cutter will be used to finish the periphery of the part to size. Different size drills are used to put the desired holes in. A 1/16" X 1" Woodruff saw is used to slot the mainspring plunger pivot and the retracting spring slot.
| 3/8" rougher being used to hog off outside | Drilling the pivot hole, note the plunger slot is already done |
 |
 |
Shown below is a 1/8" carbide cutter doing the final sear and retract locations, (which need to be final cut later). And the 3/32" x 5" saw parting off the part. Note the coolant nozzle on all these pictures.
| Here is the 1/8" carbide being used to get into the corners that the larger cutters could not reach | Sawing off the part, note you will see the mist coolant nozzle on all of these pictures |
 |
 |
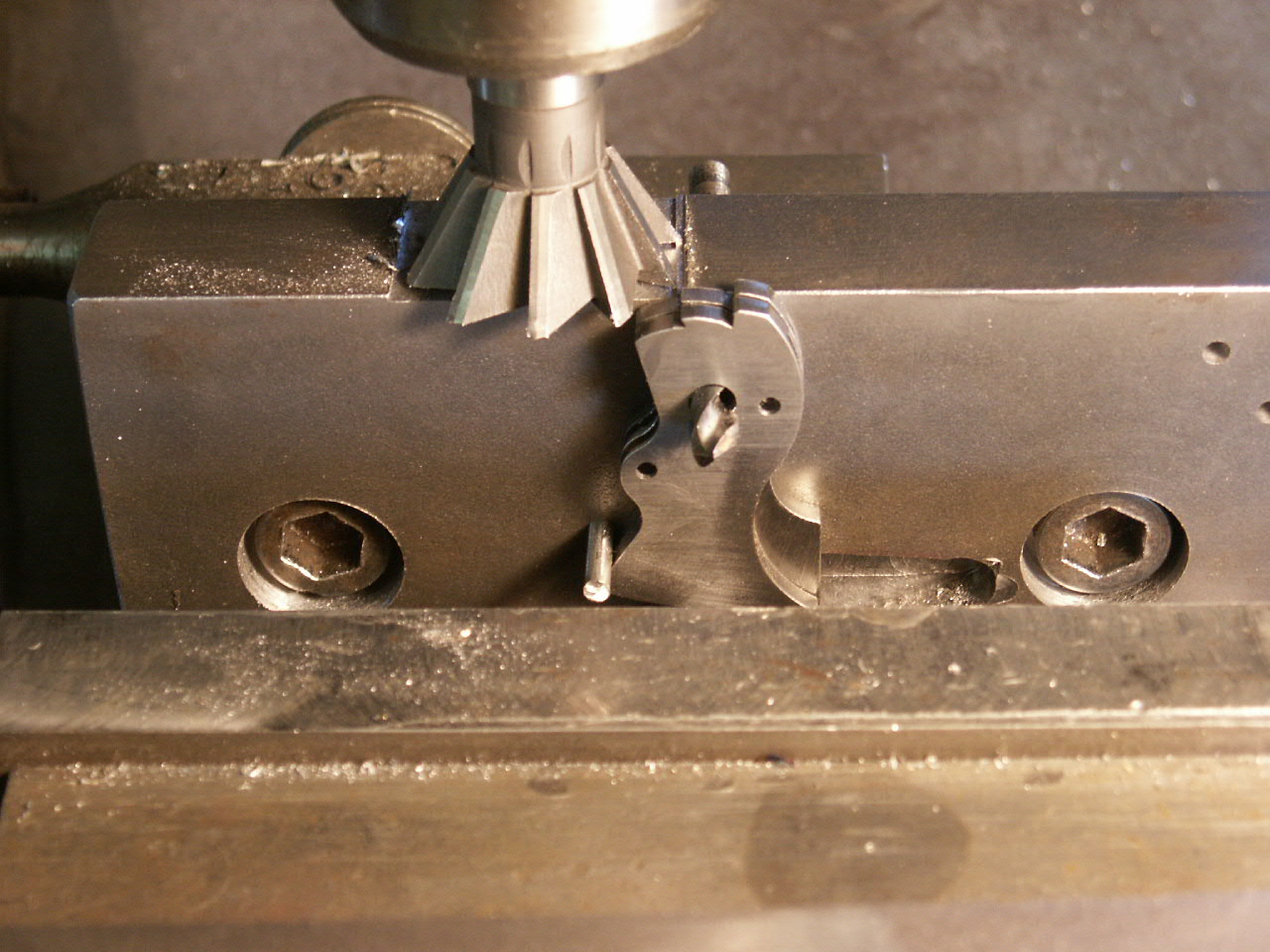
The machined part needs to be bandsanded to remove burrs or irregularities from the previous machining, or saw off operations. Now the part goes into a special fixture in a 6" vise on a Bridgeport type manual vertical milling machine to do the sear and safety notches. On the left below you will see both RH and LH hammers placed in the fixture (to save time and for more support). They are placed on a drill bit the same size as used to drill the pivot hole to give a basis for placement of the parts. The 1/8" pin seen is a stop for the sear notch cut. There is another pin hole to the right that is used in cutting the safety notch.
Here a 3/8" x 24 TPI tap was modified, by removing 3 of the 4 flutes, heated red and bent to the shape of the hammer spur, quenched, then it was re-heat treated. Now again both hammers were placed in the edge of the same fixture, but using a different locating hole. In this instance, the part positioning was placed so the bottom rear of the wider section of the spur lays against the LH edge of the fixture jaw. Both are then clamped in place and the modified tap is ran back and forth in a Y direction to cut the serrations. This serrating cutter is moved in approx. .005 per pass to prolong cutter life.
| Cutting the sear notches | Serrating the hammer spur |
 |
 |
Below are shown the original but reblued hammer on the left, with a sample unfinished setup part next to it. These setup parts are critical to save for the next person who may make another run of these parts at some later date. To the right you see both the RH & LH hammers before being heat treated.
The case hardened part was then manually flame annealed (softened) at the two pin holes because with them being so thin on the sides, the thought was that when riveting if they were left hard, the side lips may become broken off.
In the right hand picture the parts have been case hardened and drawn. You can see the plunger pivot pin has been added on the rear, along with the rebound spring placed around it's retention pin before riveting of the pins in place.
| Original & reproduced unfinished parts | The finished reproduced products |
 |
 |
The CNC milling machines shown and used in these operations are retrofitted old Bridgeport solid ram milling machines. The electronics of the original machines are long obsolete and were somewhat cumbersome by modern standards. Some machinery dealers purchase these non running obsolete machines from large shops, strip them down, retrofit with newer modern servo motors and electronics, utilizing a PC computer to run the unit. Cost for one of these rebuilt machines usually runs between $25,000 and $30,000 not including a $500 vise or any cutter holders which run $100 each (of which 9 were used on this operation). This particular machine shown and used here was retrofitted using Centroid controls.
In reassembling these hammers in the frame, the coil mainsprings ride over
a long screw that comes in from the rear of the frame and screws into the plunger
head that rests in the slot & over the hammer's rear pivot pin. This
firearm is designed to have the retracting hammer (that rebounds by the attached
spring), to go back to the safety notch immediately after the gun is fired.
To do this the mainspring plunger needs to be screwed into the plunger head so
that the spring is captivated slightly shorter than when fully forward.
This is to pull the hammer away from the firing pin so that the gun will not
fire when loaded IF the firing pin is held forward by an improperly adjusted
hammer. The hammer hits the firing pin hard enough by inertia & then
bounces away from the firing pin to this safety notch. Adjustment of this
rod needs to be screwed in until there is about 1/16" slack when the hammer is
all the way forward.
On this part, there is a fine line between the hammer rebounding away from the
firing pin, allowing it to drop into the safety notch and the trigger sear point.
So you can see that the part has to be made precise and final fitting to be done
in a manner that ensures safety.
Copyright © 2006 - 2020
LeeRoy Wisner All Rights Reserved
Back to the Main Ramblings
Page
Originated 05-11-0206 Last updated
10-31-2020
Contact the author