Below is a transcribed copy of the US Patent Office
for
Patent number 2,630,175
There appear to be some mistakes in this, which appear to be from a voice
recognition transcription.
(some I have already cleaned up, but some I can not decipher).
Savage model 340 magazine riveting assembly
Patent number 2,630,175
March 1953 H. E. DICKERMAN - PROCESS OF MAKING SECURING MEANS Filed Dec. 24,
1949 INVENTOR.
/J J FRUMW. .1 1L. l 3 MW??? 4?; F ti 3'] W 1: PS mm Fig.5. FiqfiTiqZ. M/mz 7? r
RH,
Patented Mar. 3, 1953 UNITED STATES PATENT OFFICE PROCESS MAKING SECURING MEANS
Hubert E. Dickerman, Springfield, Mass, assignor to Savage Arms Corporation,
Chicopee Falls, Mass., a corporation Application December 24, 1949, Serial No.
134,993 -1 Claim.
My invention relates to improvements in 'securing means and the method of
producing the same.
The principal objects of my invention are directed to the provision of means for
securing objects together and the method of producing the same.
The novel features of the invention are adapted for many and various uses 'Where
it is desired to the end that, when all sections are secured together thereby
they provide "a strong rigid structure which is durable "and "not likely to
become loosened.
According to the prior art, riveting tab shave been provided on sections which
are inserted in elongated openings of other sections and "then riveted. Since
the tabs-cannot when riveted protrude beyond the plane of the latter section,
the
tabs are necessarily relatively short and fai1 to secure the parts
together-satisfactorily. This is for the reason the opposite outer corners of
the tabs are rounded so as to not properly fill up the slots when riveted. The
rounded corners result from the inability of obtaining the sharp corners in the
tab forming die parts and the wear thereof in forming the tabs.
According to special features of the invention, the tabs are formed by first
providing a hole in sheet metal and subsequently forming a section from the
sheet which has a tab projecting into the hole. The tab has a transverse width
somewhat less than the diameter of the hole so that the tab is provided with
opposite sharp corners or points. The tab, then, with the sharp pointed corners,
as distinguished from rounded corners, is more securely riveted to another part
having apertures in which the tabs are riveted.
With the foregoing and various other novel features and advantages and other
objects of my invention as will become more apparent as the description
proceeds, the invention consists in certain novel features of construction and
in the combination and arrangement of parts as will be hereinafter more
particularly pointed out in the claim hereunto annexed and more fully described
and referred to in connection with the accompanying drawings wherein: M
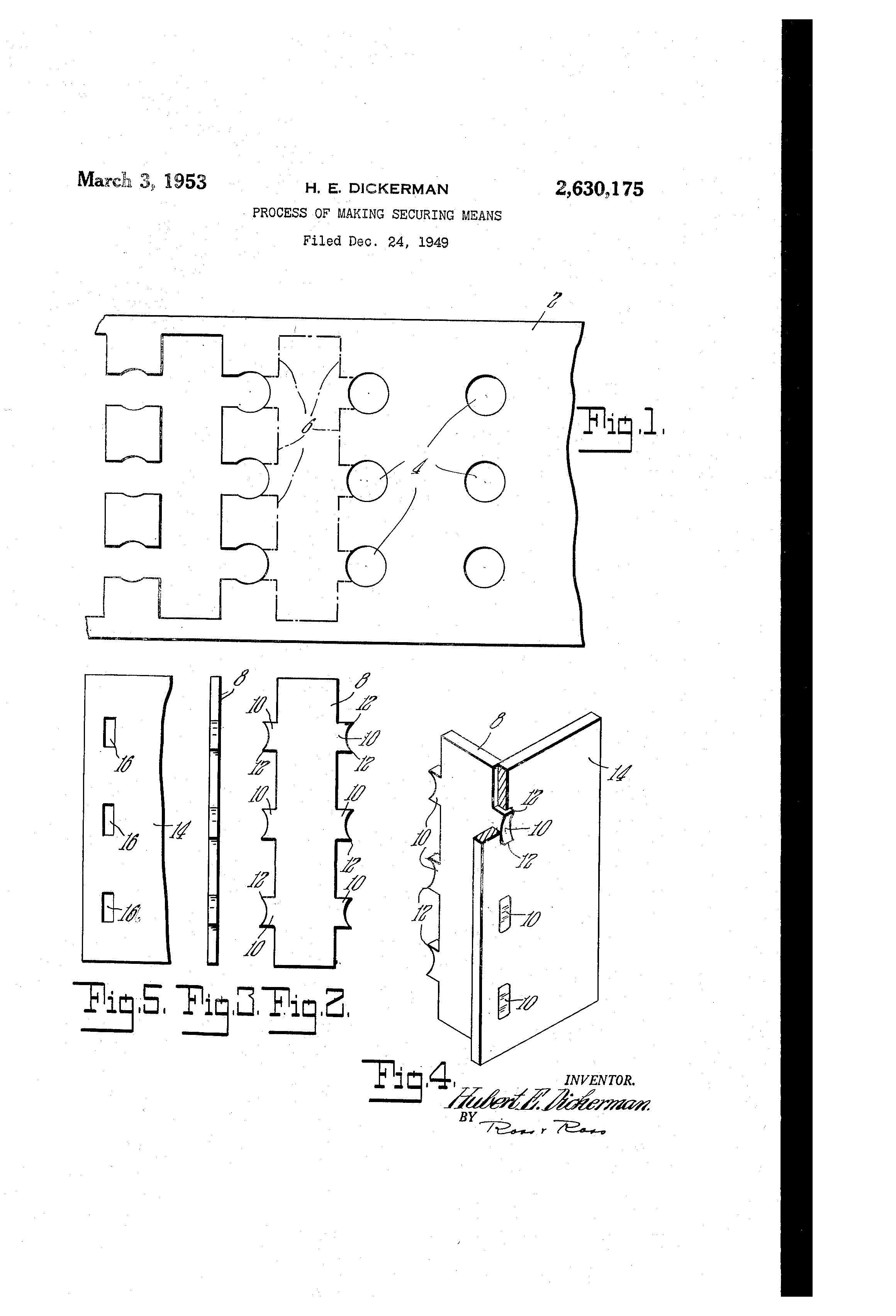
Fig. 1 is a plan view of a portion of a strip of metal --t o explain the
invention;
Fig. 2 is a plan view of a wall section punched OliStfl-Inpfid from the strip of
metal;
M Fig. 3 is an edge view of the section shown in F g- 2;
Fig. 4 is a perspective view of a jointure formed by the novel features of the
invention; and
Fig. 5 is a partial plan View of a wall section. -Referring now-to the drawings
more in detail, the invention will be fully described. V
l A strip of relatively thin metal is shown at 2-in I Fig. 1 from which a wall
section is to be formed according to the invention.
'As a-first step in punching or blanking operations by means of a punch press or
the like, the strip 2 is provided with a row of transversely spaced holes 4, as
shown.
Successive rows of holes, spaced a desired predetermined distance apart, are
provided by advancing the strip 2 to the punching mechanism, so as to provide a
continuous method.
Subsequently the strip is positioned relative-to blanking dies to locate a row
of holes in a predetermined manner relative to a wall section 'to be formed "and
indicated by the dot-dash lines 6, the section so "formed being shown at 8 in
Figs. 2 and 3. p
The arrangement of the mechanism and its operation will be such as to produce
successive sections 8 having a plurality of riveting tabs II] on opposite
longitudinal edges thereof.
Obviously the section 8 may be of any dimension and may be provided with as many
tabs such as I0 as may be desired on either one or both of its edges. The form
of the section 8 shown is for illustrative purposes only, and the section 8 may
be a part integral with other parts.
According to the invention, the opposite edges of the tabs are straight and are
clean cut. Their outer ends are concaved as shown so as to provide sharp points
l2 which is highly desirable for riveting. Preferably the width of the tabs ID
will be somewhat less than the diameter of the holes 4 to provide the sharp
pints l2.
Were a section having tabs formed by a single operation, it would be difficult
if not impossible to provide the sharp points desired. Instead the points would
be rounded to some extent and thus make a satisfactory riveting operation
practically impossible.
By first providing the holes such as 4 and then forming the sections as
described, the points of the tabs are substantially needle-point-sharp, as is
desired.
The diameter of the holes 4 may be of such relation to the transverse width of
the riveting tabs as may be desired, the object being to provide tabs having
clean opposite edges and sharp points.
Sections formed after the manner described are assembled with and secured to
other sections which are provided with slots adapted to receive the riveting
tabs.
Such a section is shown at 14 in Fig. 5 in which a plurality of tab receiving
slots I6 are provided.
The tabs I0 of section 8 are inserted in the slots 16 of the section [4 and are
riveted by any suitable mechanism, as indicated in Fig. 4.
The slots [6 will be proportioned with reference to the tabs so that there will
be no appreciable play there between.
The tabs will be of such length that the sharp points thereof will protrude
slightly beyond the slotted member l4 sufficiently for a strong and rigid
riveted connection.
The points being sharp rather than slightly rounded as is ordinarily the case,
the riveting operation causes the ends of the tabs to rigidly engage the ends of
the slots while, of course, the other parts of the tabs engage adjacent parts of
the slots, thus securing the members 8 and 14 together.
By first providing the holes and by subsequently forming the riveting tabs, the
sharp points are assured and thereby the riveted together members are more
securely and rigidly associated than has been heretofore possible with similar
securing means.
While not shown, it may in some cases be desirable to provide the tabs with
relatively converging edges or sides and the same may be accomplished according
to the invention and at the same time provide the desired and necessary sharp
points for more secure riveting.
While for illustrative purposes the holes are formed prior to the tabs it will
in some cases be desired to first form the tabs and then form the holes to
provide tabs having sharp points.
The invention may be embodied in other specific forms without departing from the
essential characteristics thereof. Hence, the present embodiments are therefore
to be considered in all respects merely as being illustrative and not as being
restrictive, the scope of the invention being indicated by the appended claim
rather than by the foregoing description, and all modifications and variations
as fall within the meaning and purview and range of equivalency of the appended
claim are therefore intended to be embraced therein.
What it is desired to claim and secure by Letters Patent of the United States
is:
The method of forming from sheet metal wall members having spaced tabs extending
outwardly from opposite sides and provided with concaved ends terminating in
sharp riveting corners at outer opposite sides thereof, piercing sheet metal
with horizontally spaced vertical rows of relatively spaced round holes to
provide concave outer end portions for riveting tabs to be formed at opposite
sides of a wall member, punching said sheet metal between adjacent vertical rows
of holes to form an elongated wall member of relatively less transverse width
than the distance between adjacent sides of the holes of said rows and having
tabs extending from opposite longitudinal sides into said holes, said tabs
having substantially parallel upper and lower edges and being no greater in
transverse width than the diameter of said holes whereby said edges intersect
said concave outer end portions and provide sharp riveting point at upper and
lower outer corners of the tabs.
HUBERT E. DICKERMAN.