|
|
Converting Johnson/Evinrude 9.9 & 15 hp to Hydraulic Power Tilt |
|


Have you ever thought that you needed a hydraulic tilt on one of your kicker motors, but can not pry enough out of your wallet to convince yourself into upgrading to a new one that does?
My particular instance is that my old 1969 16' Hewescraft riveted jet sled is powered by a 1980 70hp Johnson with a jet pump, and has a 1992 9.9hp Johnson as a kicker. I do not use this boat a lot as my main boat is a 2005 18' North River with a 75hp Evinrude E-Tec, but in back-trolling or side-drifting in the Cowlitz River for salmon or steelhead with this jet sled, many times when you are using the kicker for power to slip downstream and you are coming up on shallow water fast, you need to raise the little motor, start the main motor all at the same time. I, being near the ripe old age of 75 for some odd reason simply can not lift the kicker like I used to. And take it from me those props get a rather bad case of rock rash if you do not get the motor UP in time. Even the skeg can get damaged.
Well, here is how I did it on my 1992 9.9hp Johnson. After much dreaming and head scratching, it seemed possible to use the free used Goetz Engineering electric hydraulic trolling motor steering unit I acquired a few years ago, but replace the hydraulic cylinder with a shorter one and mount it in the center under the transom clamp/tilt bracket.
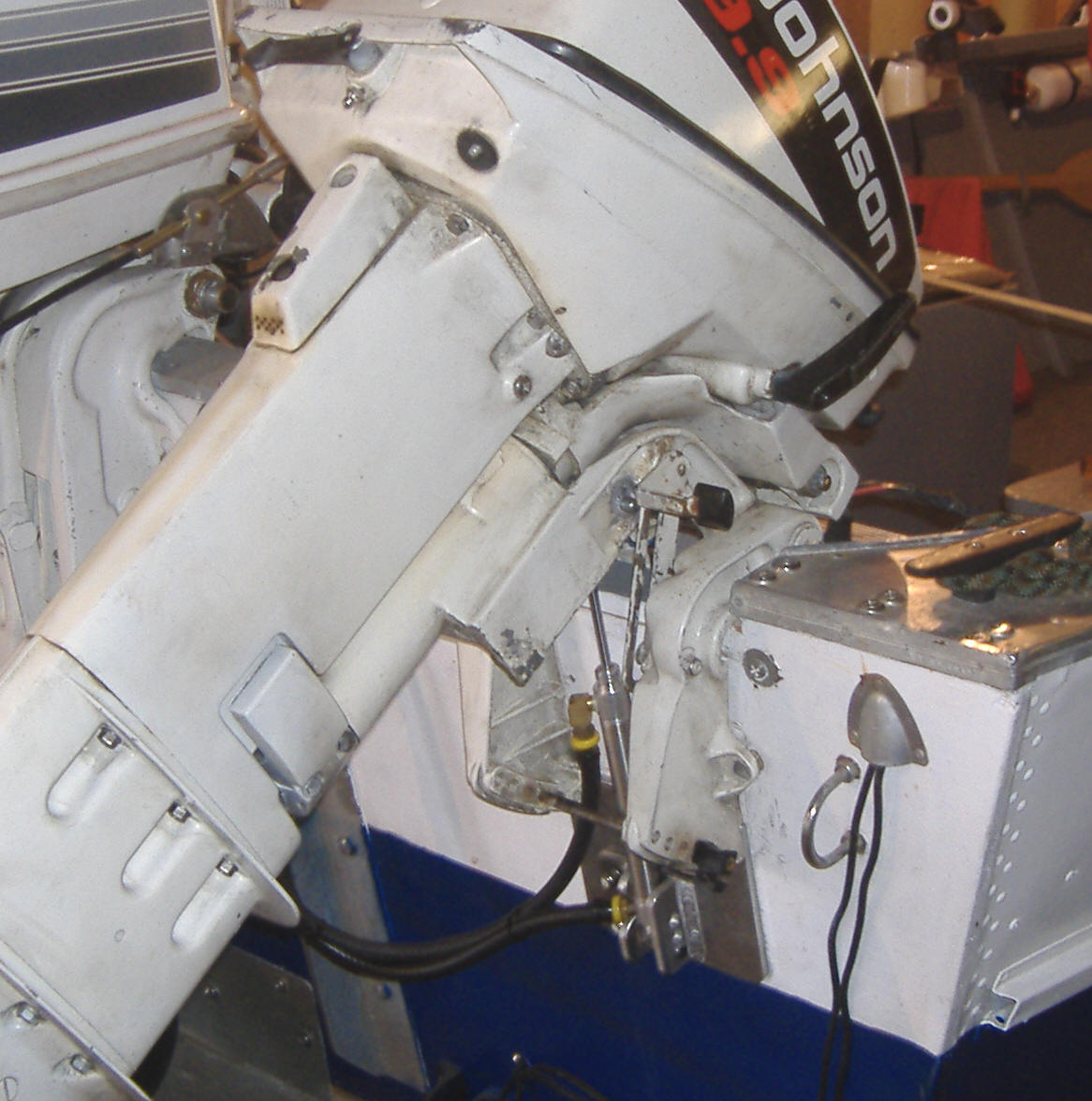
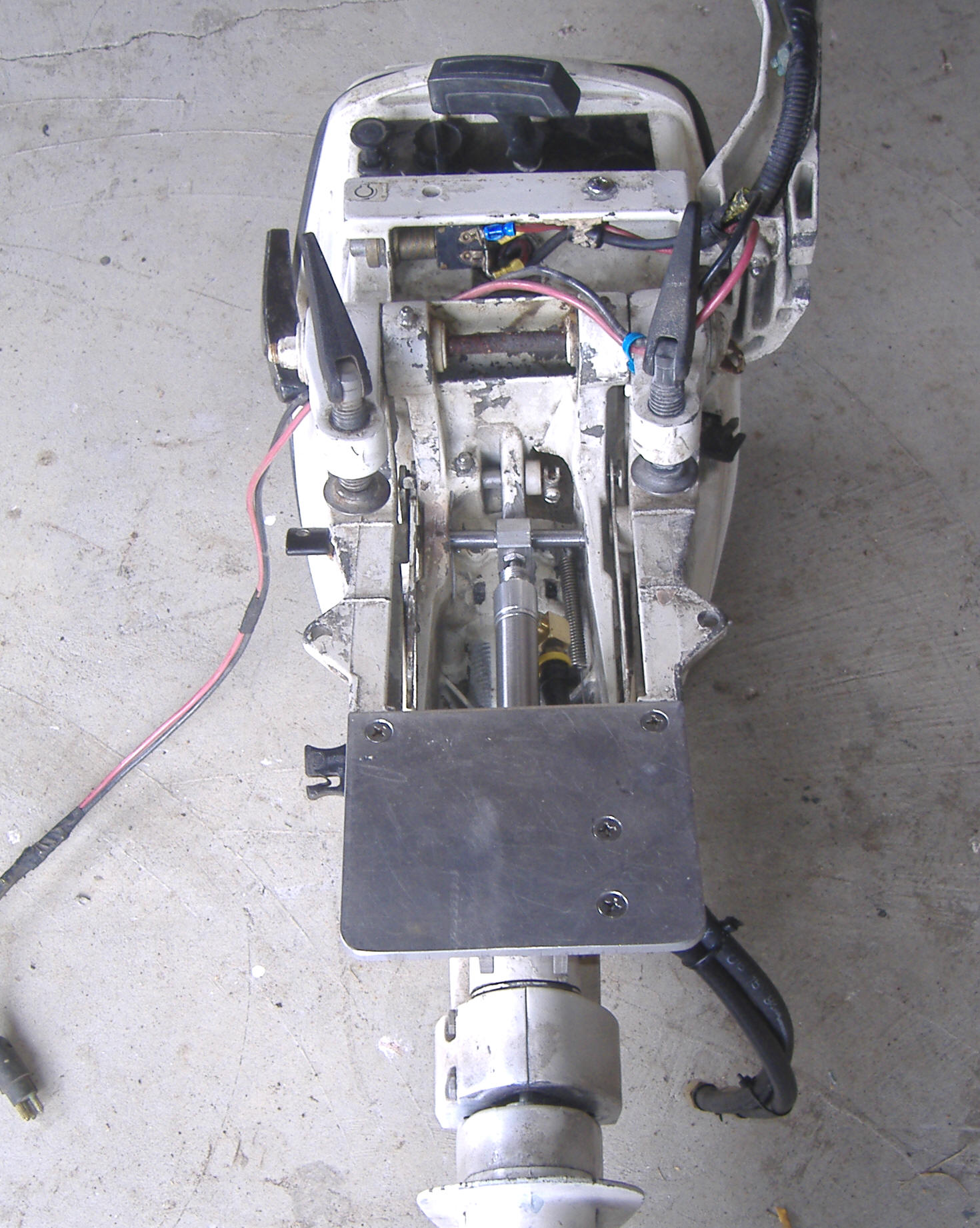
| Unaltered tilt on a 1992 9.9hp Johnson with the motor locked in the up position. The carrying handle & shallow water drive parts will be eliminated but this locked position can be retained. |
 |
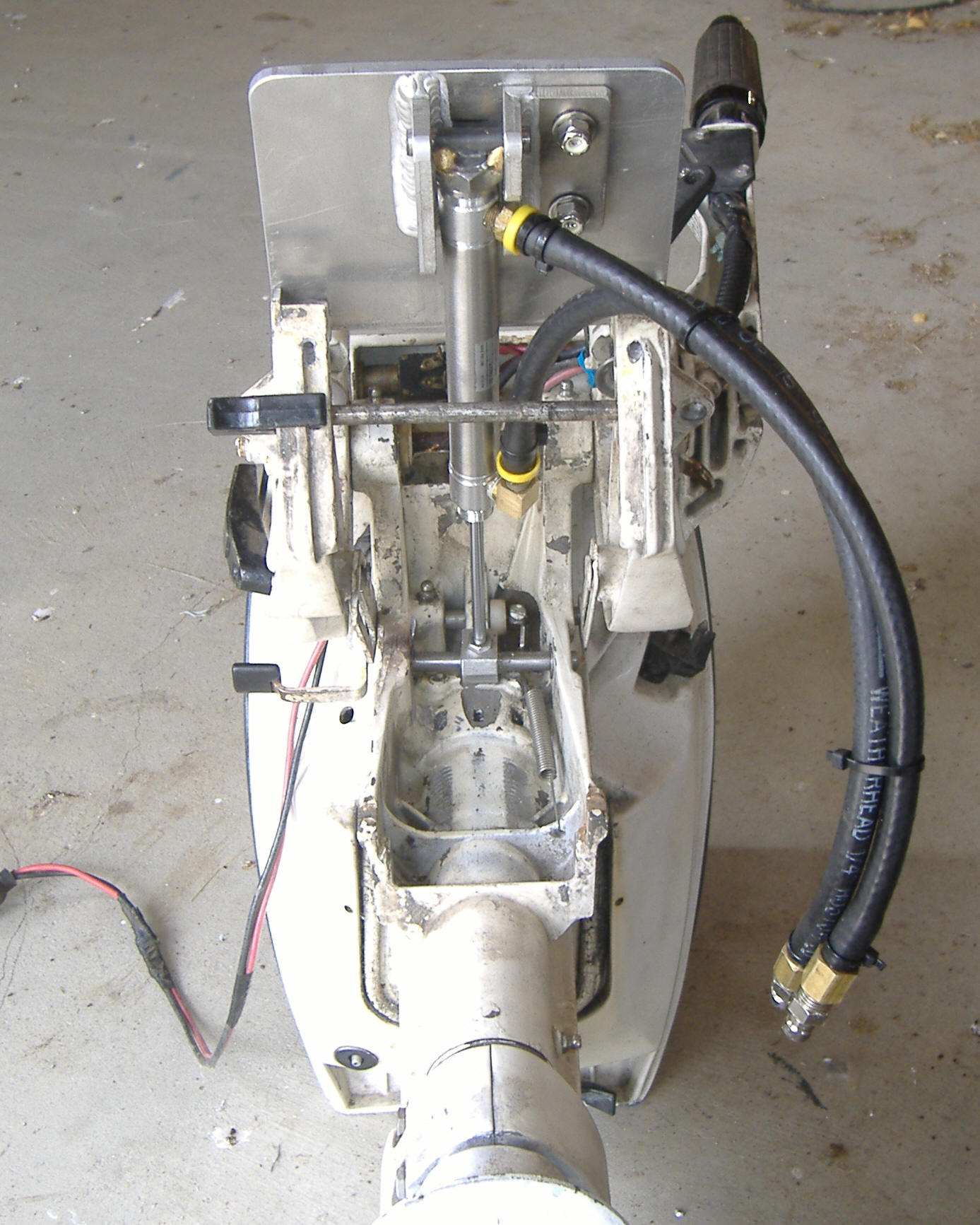
| Here the same motor after the modifications |
 |
The Plan : After looking at the Yamaha T8 power tilt and doing some measurements, I decided to try taking on this project by ordered from MSC a 3/4" dia. X 4" stroke, double acting non-repairable air cylinder. I chose the 3/4" because I had no idea of the capacity of the hydraulic pump and wanted as fast a lift as possible (small dia., less volume, faster movement).
This cylinder was not what I really wanted as I needed one with a pivot pin in the lower end. But the ones they carried in this size appeared to have 5/8" threaded ends, which I figured I could adapt to my needs. This cylinder is a Norgren RLC04A-DAD-AA00, is listed as a maximum pressure of 250#, MSC #36696623 at a price of about $45. They are made from stainless steel and aluminum. These air cylinders are smaller by a considerable amount than the regular oil cylinders, simply because of the normal higher operating pressures of the oil type. This cylinder has 1/4" shaft & a 1/4" X 28 TPI thread on the end of the shaft. Not anywhere as beefy as the Yamaha's, but it should work. Then if you look at the TR-1 auto pilot hydraulic cylinders, they are using these same type air cylinders.
OK, after the cylinder arrived, I then started really inspecting the old Johnson. It appears that if I remove about all of the apparatus in the mounting bracket area including the carrying handle, shallow water latch and most springs, there will be enough room for the cylinder and hoses to fit and function.
The original thought was the carrying handle's upper retainer is a 3/8" hollow shaft that also accommodates the high motor tilt lock. By driving this pressed in shaft out, making a aluminum block to connect the cylinder's shaft to this 3/8" shaft, that puts the upper shaft end near the upper location. But when all the other brackets, latches and springs are removed, allowing room to do some preliminary fitting for the cylinder to function, I found that it would not work (too far forward and the new cylinder would hit the top of the transom).
It took 3 tries experimenting of making a aluminum yoke for the piston shaft, (2 on the above mentioned hollow shaft as I had hoped to utilize it) but with the motor on the transom and the cylinder was located to close to the transom, the piston rod bumped the upper part of the transom when fully raised, no matter what location it was anchored on the bottom. So a new 3/8" cross pin hole was drilled thru the side-plates about 1 1/2" lower. This now gives enough room so that the cylinder can be attached on the bottom close to the base plate and yet clear all the way thru the up/down cycle. And it uses all of the 4" stroke of the piston. A final simple aluminum block yoke was made to thread onto the upper end of the piston shaft with a jam nut to lock the yoke which was to attached to this new 3/8" shaft.
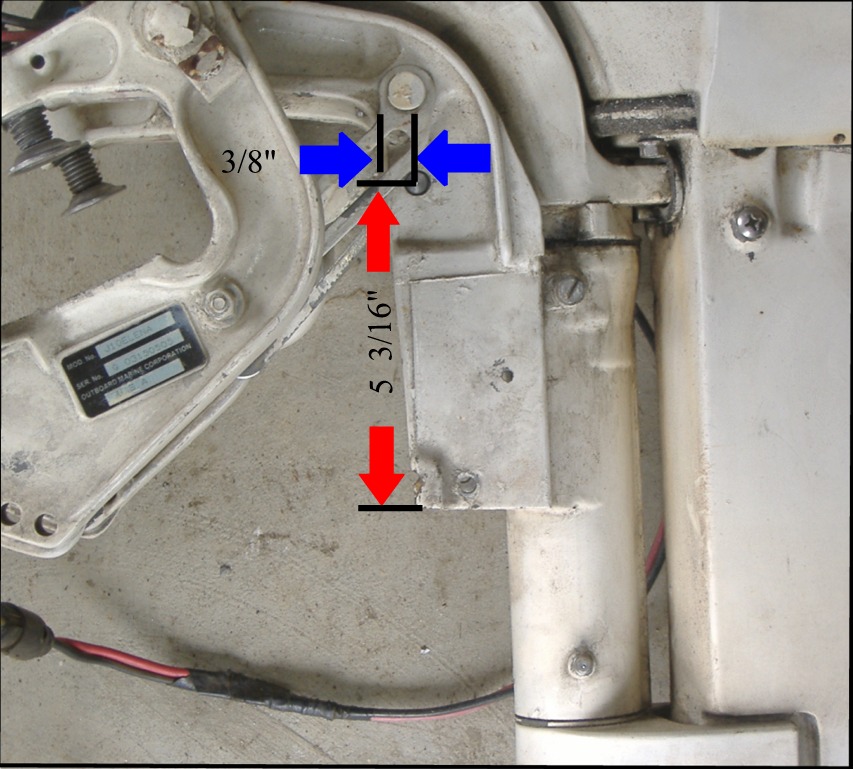
The photo below give dimensions for drilling the new upper pivot hole. HOWEVER when drilling the second hole on the opposite side, measure 3 times before you drill as this shaft needs to be fairly square with everything else. If you do use the first hole as a guide to drill the second, make a 3/8" center punch about 8" long, level the main transom bracket, then insert this punch, level the tail of it. Get a friend to help and get him to eyeball the up/down location before you tap the center punch. It is rather hard for one person to do all this precisely at the same.
You will also note that the hole is VERY close to the slotted metal that serves as the stabilizer for the lock notch on the other side. You need to be sure that this hole does not get any closer to the stabilizer, otherwise you will not be able to get the new shaft in place without removing this stabilizer pivot pin, which is usually seized.
| Here are the dimensions to drill the 3/8" holes in the motors pivot bracket. |
 |
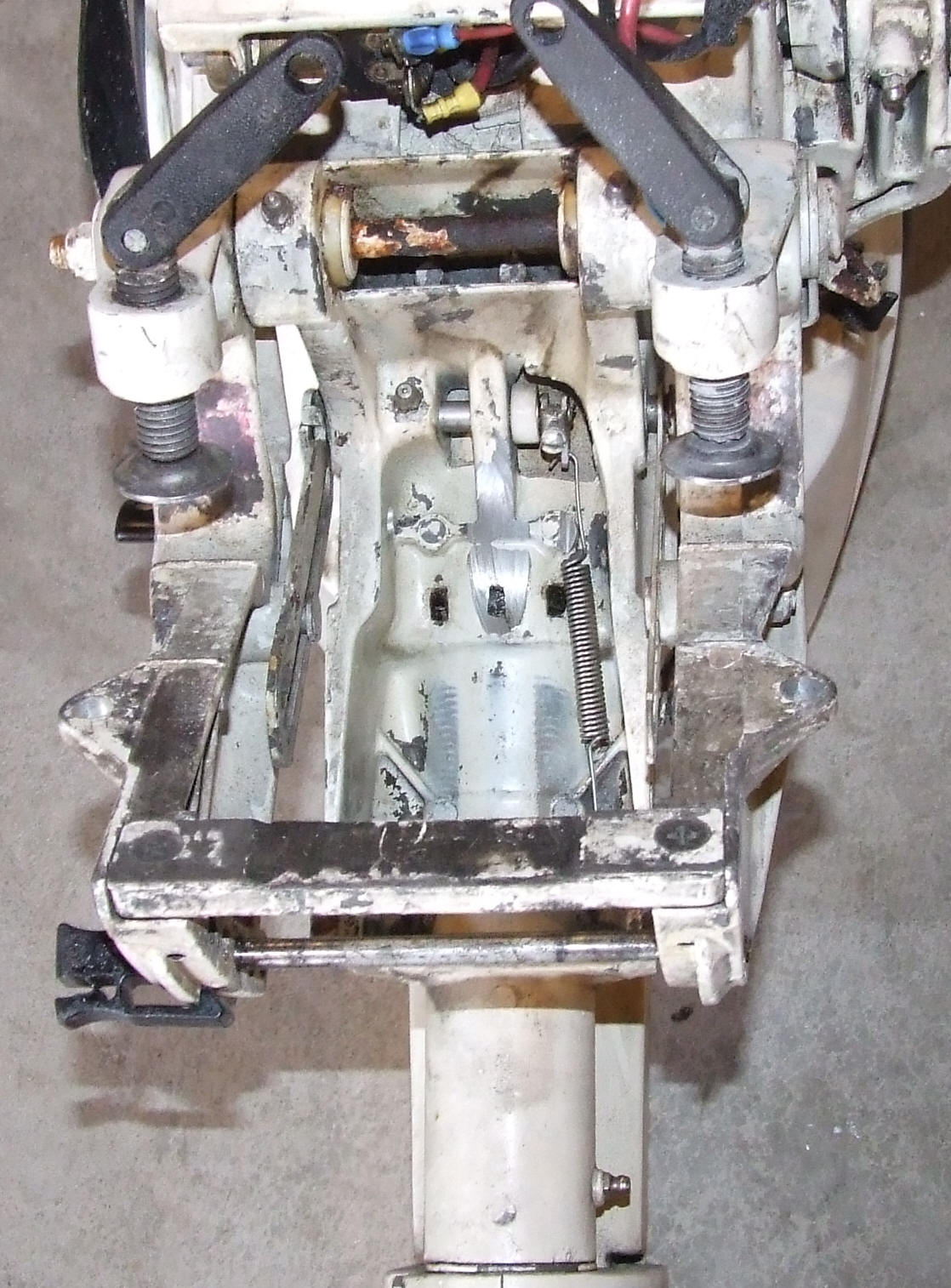
And by slightly altering the lower spring location of the upper lock unit, it is possible to retain it. The lower spring location was moved from around the lower cross pin to drilling a hole in a casting cross ridge to anchor the lower hook of this spring. However as shown in the RH photo below there was a casting boss on the right where this coil spring resides now closer to the main casting. This boss had to be ground off allowing the coils to pass by. Also since the vertical carrying handle was removed, a 3/4" dia. 3/8" hole x .285" spacer was made to take up the thickness of one side of the carrying handle to space the screwed on spring mounting where it needed to be.
In the RH photo below you can see some grinding in the center. I may have gotten around not having to do this IF I had located the pivot pin holes a tad bit closer to the front edge of the side-plates, or made the yoke a little smaller on the top of the yoke, but with this grinding done in the center (where the piston yoke will reside) this now ground out recess acts as a yoke retainer keeping the yoke from sliding sideways. Otherwise I would have had to make some retainer bushings or use some snap rings to keep it in the center. The new 3/8" top cylinder shaft was made 3.50" long (anything longer will hit the side support studs). After measuring, E-Clip grooves were cut in the center on each side of the upper yoke, and again just inside the side-plates of the transom bracket to maintain this the needed position so it would not slide sideways and interfere with the locking up side plate brackets.
On my boat, the trim pin goes thru the second hole of the 5 holes. With the new upper cylinder mounting holes in the side-plates, this allows the bottom pivot of the cylinder enough room to still retain this original trim cross pin, maintaining my operating position as a stop. If it would not, then the plan was to tap these holes to 3/8" NC & use a threaded stainless bolt into the side-plate but lathe turn the material inside to the 5/16" the original trim pin was, and only let this bolt extend just enough to allow the outer side-plates to bump into. Nothing readily adjustable like the original, but functional.
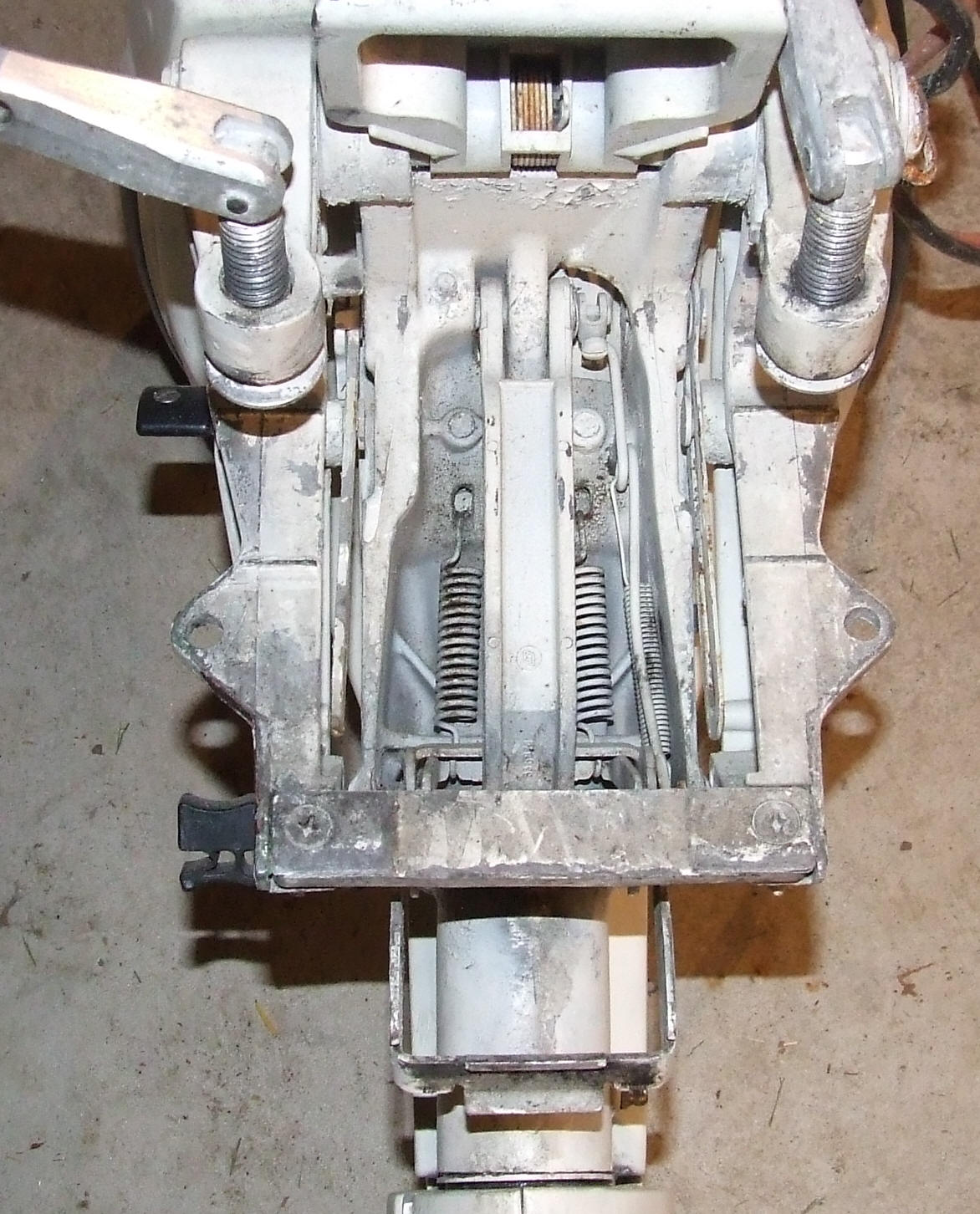
| A 1993 intact tilt unit | 1992 stripped down unit with some grinding modifications done |
 |
 |
Now, on the lower end of the cylinder to mount it to the motor's bracket, there is a aluminum crossbar at the very bottom and screwed to these mounting sides. Remove it, replace it with piece of 1/4" aluminum plate, (you will probably twist off these 2 retainer screws holding this plate on and then have to soak with penetrating oil, remove the broken screws). The threaded holes go most of the way thru so you can soak the inner part with penetrating oil also.
The 1/4" 6" X 5" aluminum plate was drilled to match the existing holes in the crossbar on the bottom of the side-plates. It was then countersunk using 82 degree countersink drill to match the heads of the 1/4" X 1" flat head stainless steel screws. There was a 1/4" X 1" X 3" welded low & to the rear of this aluminum extension (cylinder pivot base). This had a couple of 3/8" holes drilled to act as a pivot for the bottom of the cylinder.
These cylinders had 5/8" NF threads on each end. I braze welded a 3/8" rod 1 1/2" long crosswise onto one of these nits as a pivot. To lock the cylinder in rotational location, I lathe turned down what was the upper 5/8" nut and salvaged enough to become a 1/8" jam washer with a small enough diameter to allow the cylinder to pivot. The aluminum bosses that hold this lower pivot were placed just far enough apart to accept the flats of the lower 5/8" nut. This aluminum angle was also drilled to match the holes in the other side of this base. This removable side of the base was needed so the pivot shaft could be installed. This angle base side was then bolted onto the base with 1/4" X 3/4" flathead stainless steel screws and aircraft (nylon) locking nuts.
When initially finished, the tilt lock would not function because the cylinder really needed to be about 3/8" longer. So, I just recut the notch on the locking side-plate notch, lowering the motor only about 2". Copy this notch which has a slight hook near the slot to help retain the motor in the up position.
| Milling the lock slot longer, note black marking about the width of the 3/8" end-mill |
 |
The upper oil line hole needs a 1/8" brass street Ell so the hydraulic oil line is not binding underneath. The cylinder can be rotated slightly to give clearance for the lower oil oil line against the pivot plate ears. The upper oil line can be ran down and tie taped to the lower up line below the bracket.
I made one hose longer than the other by about 1", this helps identify which hose goes where if I take it off.
| Mounting plate with cylinder assembly installed ready to bolt on motor |
 |
| Here the mounting plate has been installed on the motor |
 |
When it is all done, then a couple of 1/4" holes can be drilled near the bottom, thru this plate and stainless steel bolts installed in the transom for rigidity. However I have decided that this may not be needed the motor is not that heavy, as the lower part of the plate bears against the transom and can go no where.
| Looking at the assembled unit from the underside |
 |
This used Goetz Engineering motor/pump unit came with both quick change, no leak, oil connectors so that the motor can be removed from the boat without any messy loosened, leaky oil lines. The good thing about this is that if you did not get the hoses connected right (the pump is not marked) all you need to do is swap connectors. Goetz has been out of business for a while, but now (2017) that Chuck has retired, the business is back and running in Idaho. They make hydraulic steering systems for trolling motors. Website www.trol-eaze.com. They sell these pump/motor assemblies for $327.
The motor/pump is mounted on the inside of the transom. It has a remote cable type electric toggle switch for up/down that can be retrained or converted to the newer tiller mounted up/down switch. However I plan on using a OMC up/down switch as noted below.
| Hydraulic pump mounted on the inside of the transom |
 |
The OMC tilt up/down buttons can be purchased separately for about $30 that are used on most newer OMC outboards from a Bombardier dealer. It has both up and down buttons and is attached by a threaded stud on the back that is threaded for a standard 1/2" X 13 nut which was designed to be mounted on the lower cowlings by simply drilling a 1/2" hole. It comes with enough wire to be cut to length inside the motor cowling. This switch assembly was attached to a aluminum angle that was in turn tapped and threaded onto the bottom of the tiller handle. The wires run along the underside of the handle along with the wiring bundle of the kill button. With this trim button mounted here, the operator can have immediate control of raising the motor if need be when standing at the rear running the motor.
Also shown here in the photo below is the man overboard kill button/lanyard.
| Trim/tilt up/down buttons & the man-overboard kill button on the 70 hp jet that sets right next to this 9.9 hp so the up/down buttons will be the same. |
 |
Copyright © 2011 - 2020 LeeRoy Wisner All Rights
Reserved
Back to the Main Ramblings
Page
Originally started 06-14-2007, Last Updated 11-07-2020
Contact the author