Casting Lead Sinkers, Jigs, Cannonballs & Downrigger Balls

|
Casting Lead Sinkers, Jigs, Cannonballs & Downrigger Balls |
|
Unless you are a fly fisherman, you will more than likely need some weight to use in your fishing. The common metal for years has been lead. Recently (2012) some Federal rules have trickled down to State levels for abandoning this material. With this regulation, the price of lead fishing sinkers have risen considerably, even with the possibility of them being regulated off the market (to possibly save some endangered, or not so endangered wildlife that may ingest the lost lead). But for now, many fishermen will purchase molds to be used in casting their own weights. These molds are usually made of aluminum and depending on the size of the weight, may contain cavities to cast from 1 to 4 at a time.
Lead in many forms can be found in old plumbing, roof flashing, underground cable sheathing, or wheel weights (which are a bit harder, but work fine). Since the new regulations, wheel weights are hard to find from tire shops anymore. But scrap metal buyers would be a good source to look.
Equipment Needed ; Shown in the photo below, lead cannonball fishing weights, from 1oz. to 6oz. are being cast using a common propane powered camp stove. Many weights have been cast using Coleman gas camping stoves, and a old coffee can. These camp stove setups are probably the most common method, but it is hard to pour a 12# lead downrigger ball using a small ladle out of a 15# capacity lead pot, but be fast enough in your pouring to not have the lead in the mold partly solidify before you get the next ladle full poured into the mold. It can be done IF the mold is hot, IF you are fast, and IF you do not mind if there are a lot of wrinkles in the finished product. This does not effect the usefulness of the weight, just some unsightly irregularities.
The downrigger weights in the background were cast using the setup in the 2nd photo below.
| A more commonly seen lead casting style setup for cannonballs |
 |
Shown in the photo below is a lead
casting setup using a propane powered crab cooker, where a large pot holding
enough lead to pour 12# downrigger balls easily and
of course also smaller cannonballs from 3oz. to 8oz.
are being cast.
| An extensive lead casting setup for downrigger balls |
 |
As seen in the above photo, a propane crab pot cooker is the source of heat. The melting pot is a bit above what the average caster will need. It is a home-made unit made of 6" well casing with a bottom welded in and handles onto the sides. The handle with the Tee has a 3/4" section of pipe over the 1/2" shaft before the handle was welded on. This provides for a cooler hand hold if needed than just the welded on rod. The handle on the opposite side only has a 1/2" rod about 12" long welded to the pot, with another section of 3/4" pipe slid over it, making for a lesser size when not being used and an adjustable length handle for the helper.
The above photo was set up for a one man operation, (however two man is preferred). Here the off side handle was supported on the upper concrete floor by (2) wooden 2X4"s. The mold was set so the pot could be pivoted on the off side handle and the pourer could adjust his positioning so the pouring ladle's pouring lip coincided with the sprue hole of the mold. The mold was supported high enough to not require a lot of movement on the operators part. The aluminum pan under the mold is there to make cleanup easier for any over-pour.
This pot doubles as a melting pot and pouring ladle for the large downrigger moulds and is controlled by the person holding onto the Tee handle. It is also then used as a primary pot for dipping a smaller ladle into to pour the smaller cannonball or jigs. It measures 6" diameter by 6" deep which easily holds 40# of lead. The area for a pouring lip was heated then forged into one of the upper sides.
This propane regulator is a 10# regulator designed for a burner of this type as compared to a 3 1/2# regulator found on your Bar-B-Que grill.
Other items needed would be a shallow sieve type strainer scoop, to skim off any floating debris or wheel weight steel clips. Then a old metal coffee can or something to dispose of the skimming's into would be needed. And leather gloves would also be a preferred item to have available also. A pair of large pliers can come in handy and also a pair if side cutting pliers to clip off the retained sprues on the cannonballs or jigs.
A long shaft thermometer going up to about 1000 degrees is needed if you are to have consistent temperatures as you want the initial temperature to be near 750 degrees. The old method of testing was to find a cedar stick about the size (or a bit smaller) of a lead pencil, and when the temperature was hot enough, when inserting this cedar stick into the melted lead for about 20 seconds, if it ignited and was burning after you pulled it out, your temperature was good. Another good item to have is a container of rosin, this is just the stuff you purchase at a sports store for baseball pitchers. If the metal being used is scrap, which could have impurities in it, when it is hot enough, you can sprinkle some of this rosin on top of the melted metal, then stir it in. If the metal is hot enough, the rosin will catch on fire and burn. This burning rosin has the effect of blending the metals while bringing the impurities to the top for skimming.
You will also need something to lay the hot poured weights on. Usually I use an old folded over bath towel or shop rags. This protects the hot weights when they drop out of the molds. You do not want a section of Nylon carpet however (it melts too easily).
You can use a old wooden hammer handle or block to use to rap the molds if need be to remove the newly cast weights out of the mould. Sometimes just a pliers does the job.
You will also need to purchase or make yourself the eyelets that go into the mold to attach the line/downrigger clip into. These are made in different sizes to match the molds which are relatively cheap. The molds usually have specifications on them indicating the sizes of the eyes needed. For casting jigs, the special jig hooks required are also specified on the molds.
Operation ; You will need to purchase the proper brass eyes as mentioned above for cannonballs or other normal weights and also hooks for the jigs. The molds usually have listed the proper model numbers of the hooks that fit each cavity. If you are casting multiple sizes, some cavity sizes give an option of a couple of size hooks allowable. Try to do your research and purchase molds that give you an overlap of sizes that interchange, which cuts down on the number of hook sizes you need to purchase. Jig hooks are usually sold in quantities of 100 each. If you are going to be using them in saltwater, get the cadmium plated hooks over any copper flash coated. Some weights, like bank sinkers do not use separate eyes, but have them cast integral with the weight.
Get all of your equipment together then start your heat source with your pot in place over the flame. Depending on your heat source, and the amount of lead you are trying to melt, it may take awhile to get up to casting temperature. Test the lead for being hot enough as described above. Once it is up to temperature, you can turn down the heat a bit just to maintain where you want it. If the lead is overly hot it will have a frosted appearance on the cast weights. If it is too cold, the color will be a bright shiny color BUT it may not be hot enough to fill all the smaller parts of the mould, or solidify before the cavity is completely filled.
Use a pliers to pull the cast jigs out of the mould by grasping the sprues. Cannonballs will sometimes fall out if you allow them to cool a bit, if not possibly use an old wooden hammer handle to rap the backside of the mold. Most of the outer handles will be made of wood which acts as an insulator for the now hot mold. Be careful to not beat it enough while you are still holding onto the handle that you do not strip the wood screws that are holding the wooden handle onto the metal shank of the mold.
Lay a heavy cloth or piece of osd carpet down to drop the castings onto then allow them to cool. After you cast a few and they cool enough to handle, you can cut the attached sprue off the cannonball or jig using a pair of side-cutters. These can be returned to the pot for re-melting. If the mould handles get so hot that you are uncomfortable, open the mould and lay it aside to cool off. It is not recommended that you dip it in COLD water.
If the mould does not close completely, look for a bit of lead debris which may be stopping it from completely closing. Occasionally put a few drops of oil on the hinges to ensure it does not get so hot that the hinge galls.
Safety ; The most common safety problem here is HOT LEAD BEING SPLASHED ONTO THE OPERATOR. This is many times because of the new metal being dropped into the melted lead that splashes, or that may have ANY MOISTURE on it when inserted into this melted lead. The worst is the moisture when mixed with hot lead, it makes steam AND IF TRAPPED, IT WILL EXPLODE. Even sweat dropping into the melted lead will cause this to happen. Wear safety glasses AND long sleeved shirts, NO shorts either is a good idea. And of course the gloves.
Weights/Lures That Can Be Cast ; The vast array of molds available will boggle your mind. It seems that each style of fishing will have their own versions. Many of these are designed for a special purpose, where ones used by catfish fishermen in the southern states may be totally different than ones used by sturgeon fishermen of the Pacific Northwest.
The two most popular mould manufacturers are Do-It http://www.do-itmolds.com/ and Hilts http://www.hiltsmolds.com/SinkerMolds.htm
| Here is an assortment of cannonball weights from 1oz. to 10oz. | Various sizes & styles of lead-head jigs in weights from 1 oz to a 16 oz. halibut jig. |
 |
 |
| Here are some newly cast 1 & 2 oz. jigs before the sprue was cut off | Crab pot line weight, float shaft doughnut weight & actual 4 1/2# pot weight |
 |
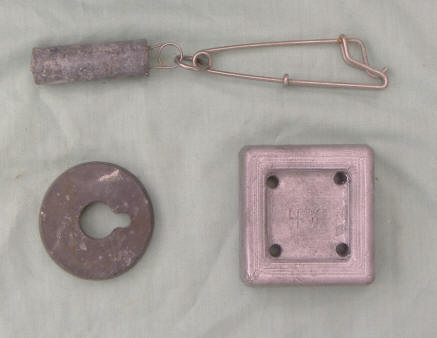 |
| Shown here are heavier sinkers normally used for ocean surf fishing or estuary fishing for sturgeon | Here is a old style line slip sinker, kidney mooching sinkers & a cannonball sinker |
 |
 |
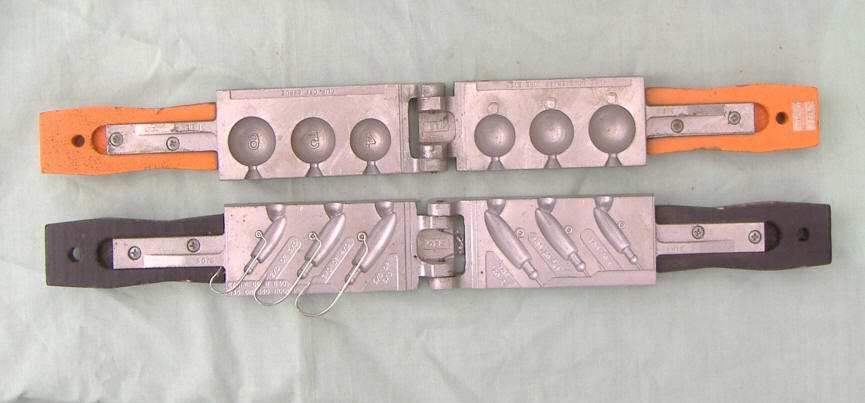
| Cannonball mould in 4, 5, & 6 oz. size. The jig mold casts 1, 1 1/2 & 2 oz. Notice the jig hooks in place |
 |
Do It Yourself Molds ; If you are on a limited budget, OR want to cast odd-ball weights, you can make your own molds. MANY years ago (like about 1961-62) when I could not find any commercial sea bass jigs available, I borrowed one jig, (well, I actually hid one on my boat) a 3 oz. jig from a friend who introduced me to that kind of fishing, I waxed it, then used it as a pattern that was used for making a impression (top and bottom) then made my own mold out of Plaster of Paris, a 2 piece cast in a small cardboard box. This makeshift mold did not have a long life expectancy, but it produced enough 3 oz. leadhead jigs to account for some meals from a few fishing trips before the mold broke because of the repeated heatings/abuse. One secret if using Plaster of Paris is to cure this mold (dry it out) before using it. Putting them in an oven for a few hours to get rid of the moisture and will help keep it from cracking the first few times it is used.
In use, do not cast so many one right behind the other where you will overheat these fragile molds.
Believe it or not, I have managed to save two of these old jigs that are now about 55 years old. On one, the feathers are pretty well tattered or almost non existent, but the memories are still there. The other was an improvement using a hoochie for the tail, and you will notice the defective nose where the lead did not flow completely. But the fish did not mind.
|
Remnants of old 3 oz. jigs made from a Plaster of Paris mold.
The chicken feathers on the top jig are all but disappeared |
 |
The Plaster of Paris or Bondo would really work better for smaller weights, and even oil soaked compressed sand would work for larger single molds. When doing it yourself, use a small cardboard jewelry box or similar with a size to accommodate you intended weight. Wax the pattern, spray it with PAM or use a gunsmith's fiberglass release agent, pour your Plaster of Paris or Bondo in enough to become the bottom, press in your pattern 1/2 way down. Let it set up, then add a wax paper cut out close to the outer shape of the pattern, lay this wax paper to separate top from the bottom side. Then let it set up. Don't forget the pour spout and one good thing for this is to use the tip of a dinner candle. You need some method of aligning the two halves when you do the pouring. This could be simply using the cardboard box as a alignment, or drilling a hole through opposing corners, which would later accommodate alignment pins.
If Plaster of Paris is used, you need to be sure the moisture has dried before you make the initial pour, otherwise you could get an explosion because of steam being created. HOT splattering lead is not something you even want to be close to.
Some fishermen even use drywall plaster for the simple pyramid sinker molds.
Get some wet plaster and put into a small paper cup. Take a sample pyramid sinker
and coat it with PAM or a thin layer of Vaseline, and stick it into the wet plaster (pointy side down),
then let dry. Once dry, pull the sinker out of the plaster. Again, let the
plaster THOROUGHLY dry out.
You can make some sinker eyes out of old wire or a metal
coat hanger. Pour hot lead into plaster mold,
and stick in the wire eye into the lead before the lead solidifies. You
should be able to get several dozen sinkers out of the mold, before it starts
falling apart.
Or, turn over a beverage can, fill the bottom indent, put a wire eye in the lead before it hardens, these make a great flat sinker for plunking.
For larger cannon ball / downrigger molds, you could use the same method foundries use for heavy castings by using a clean sand and powdered clay (Bentonite), mixed with used motor oil, to a consistency where it will stay in position when compacted around the pattern. Again allow for the pouring hole, AND for these larger molds you will have to allow breathing/vent holes out the top of the mold and a indexing system. By also using a wax paper separator, you MAY even be able to reuse it more than once if you are lucky.
Homemade Downrigger Mold ; I had been looking for a 5# downrigger ball that I could use for a pattern for use in making a set of downrigger balls for my Kokanee fishing venture. I already have 10, 12 and 15# salmon sized molds, but did not feel that I could afford one of these smaller size because in all likelihood of it being used less. Most of the balls in that 5# size that I could find were so odd ball a shape, (seemingly made in China) that I shied away until I found a used one in the Cannon brand.
OK, I sprayed this sample with PAM and used a 6" plastic tray and poured enough Plaster of Paris to cover this ball when laying on it's side up to 1/2 way. The trick was to allow enough material under the ball and at the same time stabilize it. This was accomplished by using a large triple hook, cutting off the shank with a Dremel tool so that all three hook points were still attached higher by enough to allow the ball to rest on the center cut off shank. By doing some experimenting, the three points stabilized it during the pouring and setup time. After the pattern was removed, the Dremel tool was used to debur the slight amount the points protruded.
Since this downrigger ball was pretty much symmetrical and had a rear fin, my
thoughts were to cast two halves, and epoxy them together vertically,
eliminating the need to create a two part mold that would have had to be in
perfect alignment AND lead tight. I used plaster of
Paris here because I had just enough left over from another project, and of the cost compared to Bondo for the volume needed.
The Bondo would probably been a stronger mold, but for the quantity of balls that I would
use ??
When casting the mold, I allowed the Plaster of Paris to fill a bit over the 1/2 way mark to be sure it was enough and then marked the inside with a pencil to as close as I figured was center, then bandsanded the excess off with a course grit sanding belt. There were a few air pockets along with the location where the eyes were that needed to be filled. Once this was done and dried again, the whole inner surface was painted with a latex paint to toughen it as the Plaster of Paris is rather soft.
WELL for this size a mold, Plaster of Paris appears to not the ideal material. Even though I baked it for 5 hours at 100 degrees, there was still enough moisture in the mold that steam bubbled up from the lead until it hardened (it did not explode however). And there appeared to be little heat transfer, so it took longer for the lead to solidify, probably doing most of the damages to the mold. And even though I waited 10 minutes between pours for the mold to cool off, the it cracked on the second pour. The outcome was a usable downrigger ball, but not pretty. Maybe it was partly the latex paint that I tried to protect it with. OK, I peeled the blistered paint out and tried again, which this time the outcome was considerably better, but I did not allow the lead to get very hot when pouring. At that point I thought possibly going to plan B, the Bondo mold. But being stubborn, I continued to pour more, and so far have gotten enough cast to do 6 completed balls before the mould fell apart, so that should be enough for me.
The hard part of this casting is that you need to take the new 1/2 part out of the mold early enough to allow the mold to not get overly hot. Yet in doing this, there is a fine line between leaving it in and removing it so that the lead has congealed enough so the fin is not subject to being bumped and cracking it at the juncture with the ball when dumping it out.
Another thing I found was do not add more melted lead as it cools and shrinks. Initially, I got more than needed ABOVE the mould, and sanding the excess off even with a 60 grit sanding belt proved time consuming and more effort than I liked. It would be easier to fill the difference in the center with epoxy.
| Here is the Plaster of Paris mold. The stuff on the topside is dripped lead from the pouring ladle | Here are the lead semi-finished 2 halves, the top as cast & the bottom bandsanded |
 |
 |
OK, on to bonding the two halves together. After the second round of casting, I stopped pouring just when the lead reached the top. So then after the bandsanding, I used one of the halves from the first pour, and the other halve from the second pour, coming close to desired fin dimension of 1/2" on this ball. The top eye was made from 1/8" welding rod, and for the rear fin, an eyelet from a large cannonball weight was used. I Dremel tool cut recesses for these eyes in the lead at appropriate locations. Now I mixed up some Bondo and used it to glue the two halves together. Someone told me later that Bondo was not waterproof. I'm not sure, and can not find any mention on the can, but I planned on painting over it anyway so that it should be sealed at least somewhat, Not a good idea as at the heat required, the paint burned and was a pain to remove. So maybe just PAM it.
I then clamped
the two fresh Bondoed halves together with C clamps (one on the fin and the other on the
ball), and before it hardened, there was smeared a lot of the excess in inappropriate
places filling in any voids and not intentionally also on most of the other outer
parts. A WORD OR TWO OF CAUTION, use latex gloves unless you have a pint
of Acetone readily available as this got real messy, kind of similar to a pair
of Ells making love in a barrel of snot. Also it is advisable to find a helper. Trying to align the
two (now slippery halves) along with the eyes in place before the Bondo
sets up can become a real challenge. And after it sets, you have no second
chance.
Below, you can see the mess associated with this method, and the semi-finished
part. Latex gloves were a blessing on the succeeding molded securement.
| Here the ball on the left has been Bondoed together, the one on the right ready to paint |
 |
Now final bandsanding and painting to cover up all the inequities. For my painting, I did a white primer and for the final color, I chose red (HOT RED) as that was what I had. All the commercial balls are either left as cast (not an option here for my UGLY ones), or painted black, dipped in black rubber/plastic, so why not make mine different, along with red is the first color in the spectrum to turn black as it does deeper in the water column. So it would be the same to the fish at a normal trolling depth. And easily spotted if stolen from my boat, and who knows, I just may get a new nickname.
| Here is the original Cannon 5# downrigger ball | Here is my finished product |
 |
 |
This experiment went rather well if you consider the learning experience gained. As far as saving money, probably not, as my time being retired, is rather cheap.
If you are using a downrigger here, your weight will be considerably less than if in saltwater, as you will usually be fishing slower and shallower, plus will be using a lot lighter gear. The rule of thumb is 1lb for every 10' in depth, so it's based on where you plan to fish. So instead of using a 12# ball, even going to a 40 oz. (2 1/2#) ball may work if you do not go too deep. If you need to go deeper than 50' then maybe a 4# or even a 6# weight may be better. If you are fishing Lake Chelan where you may need to be considerably deeper, then a 10 or 12#er may be in order.
And some fishermen contend that a unpainted lead downrigger ball spooks the fish, and many let out 100' or more line behind the clip. This does have some benefits, if the boat, and or the ball spooks fish, the drop-back distance gives the fish a chance to move back if that is where they were feeding. Others paint the downrigger weight a dark color instead of the shiny new lead color, which could be mistaken for a larger predator.
In the photo below the pipe weights were made from 1 1/4" ID aluminum tubing and pouring it full of lead. The 8" length comes out just over 5# while the 10" is right at 6#. The reason for this style of weights is that if you frequent reservoirs, you may encounter shallow areas (off a point) where the fish are feeding, BUT also may abound with underwater stumps that tend to consume expensive standard round downrigger cannonballs. These long slender weights tend to be a lot more forgiving if they encounter stumps/root-wads. You will also note the attachment eye is shaped in a large Vee, again to not get hung up, but to slide over an object.
Also shown here are a 40 oz. cannonball and a 5# downrigger ball with a fin.
All being used for Kokanee, but the 40 oz. only as a spare or if fishing down to
maybe 25'.
| Here you see 2 home-made 4# & 6# Kokanee Downrigger weights mentioned above. A 40 oz. cannonball & a 5# regular Downrigger weight on the bottom |
 |
Comments ; The 12# aluminum downrigger mold I have, proved to be problematic in that as the lead cools, it shrinks. If, when the lead initially fills the mold, if you do not you do not periodically keep refilling the sprue hole as the lead cools, (but before it solidifies) you will have a void under the sprue. A couple of problems I found was (1) the sprue hole was too small allowing the lead retained in the sprue to solidify, and it would not remelt when you added more to the sinking lead in the sprue hole. I drilled it out larger then beveled the lead in hole, which helped. However (2) was that the vent holes in this mold were so close to the sprue hole that unless the operator was very careful to not over-pour at the instant of the final filling, that this over-pour would plug the vents, creating the same problem as a smaller sprue hole.
ALSO when pouring these downrigger balls in sizes from 10#, 12# or 15# sizes, you need to maintain them in position for a length of time long enough for them to solidify, with the larger sizes taking longer. This can be only a couple of minutes for the initial pour until the mold warms up, then it may take possibly 8-10 minutes to cool. DO NOT OPEN THE MOLD PREMATURELY, otherwise you may get semi-melted hot lead all over the place. Been there -- Done that.
The molds need to be securely closed when casting. One brand supplies metal spring type clips that hold the handles closed, while others can simply be C-Clamped together. Also you may need to occasionally check to see if there is no lead debris clinging to the face of the molds or inside the eye recesses which would not allow the mould to be totally closed, resulting in hot lead leaking out of the crack.
Copyright © 2012 - 2023 LeeRoy Wisner All Rights Reserved
Back to the
Ramblings home Page
Originated 02-06-2012, Last updated
08-05-2023 ***
to contact the author click here